
B271Z_HP (15 x D) • KN25 • Z-Schaft • HP-Tieflochbohrer
Beyond Vollhartmetall-Tieflochbohrer • Großer Werkstoff-Anwendungsbereich • Innere Kühlmittelzuführung
Features and benefits
- HP Vollhartmetall-Tieflochbohrer mit innerer Kühlmittelzuführung für Stahl, Gusseisen und NE-Werkstoffe
- Anwendungsspezifischer Vollhartmetall-Bohrer für Bohrungstiefen bis zu 15 x D und bis zu viermal schneller als konventionelle HSS- und Tieflochbohrer.
- Größtes Angebot unterschiedlicher Durchmesserbereich auf dem Markt von 2,383 bis 16 mm (0,0938 bis 0,6299″).
- Die KMH-Spitzengeometrie ist als Semi-Standard insbesondere für Kurbelwellenanwendungen erhältlich.
- Die Sorte KCPK20™ (B27_HPG) ist eine AlCrN-TiAlN-basierte Beschichtung mit außergewöhnlicher Verschleißfestigkeit. Die neue, ultrafeinkörnige Hartmetallsorte garantiert Prozesssicherheit bei hohen Vorschüben in Stahl und Eisen.
- Die unbeschichtete Sorte KN25™ Beyond (B27_HPS) mit hochpolierter Oberfläche gewährleistet eine hervorragende Spanabführung und verhindert die Aufbauschneidenbildung in Aluminium und hochwarmfesten Legierungen auch bei niedrigem Kühlmitteldruck oder Minimalmengenschmierung.
Uses and application
Drilling: Stacked Plates
Bohren
Bohren: Schräge Austrittsfläche
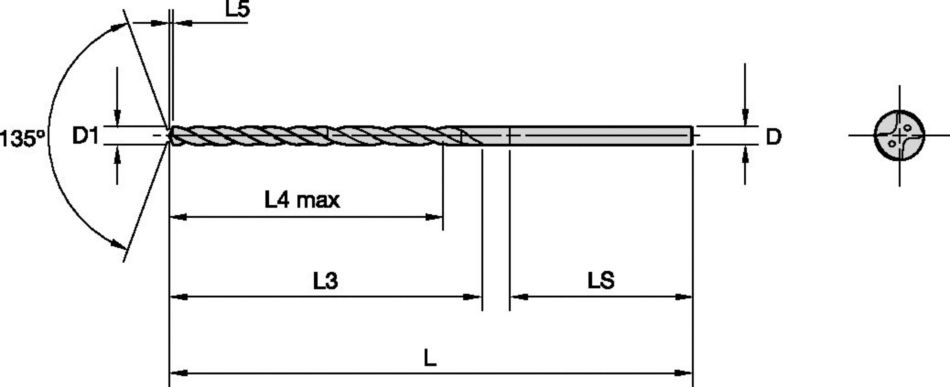
Werkzeugabmessungen: 2 Schneidreihen/4 Führungsfasen/innere Kühlmittelzuführung
DIN 6535
Drilling - Through Coolant
Innere Kühlmittelzuführung: MQL (Minimalmengenschmierung): Bohren
Zylinderschaft – ohne Spannfläche ≤h6
Spiralwinkel: 30°
Drilling: Cross-Hole Drilling

