Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr bekommen, weniger zahlen mit unseren zeitlich begrenzten angeboten. Jetzt bestellen
Kennametal steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- Metallbearbeitungswerkzeuge
- /
- Fräsen
- /
- Vollhartmetall-Schaftfräsen
- /
- Hochleistungs-Vollhartmetall-Schaftfräser
- /
- HARVI II TE
- /
- HARVI™ II TE • Radiused • 5 Flutes • Plain Shank • Metric
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.



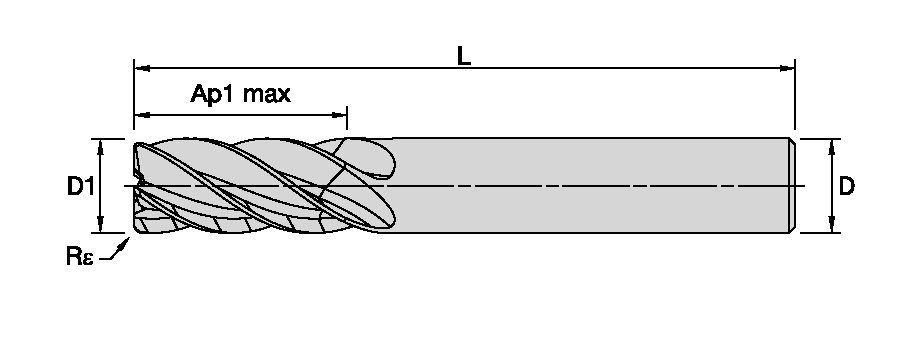
HARVI™ II TE • Radiused • 5 Flutes • Plain Shank • Metric
HARVI™ II TE Five Flute End Mill for Increased MRR Covering the Broadest Range of Applications and Materials;
Roughing and Finishing with One Tool
Features and benefits
- Versatile solid carbide endmill for steels, stainless steel, high temperature alloys, and cast iron.
- Proprietary core and flute designs with optimum flute spacing for perfect chip formation and highest tool rigidity.
- Unique End Face Design for agressive ramping and plunging operations.
- Unequally spaced flutes and differential helix allow for the broadest range of applications.
- Chip gashes in the flutes ensure optimum chip removal.
- Eccentric relief provides edge stability in a broad range of materials.
| Table for Feed and Speed Calculation with Adjustment Factor • INCH | |||||||||||||||||||||
 |  | Kenar frezeleme (A) için önerilen diş başına ilerleme (IPT = inç/diş). Kanal açma (B) için IPT %20 azaltılır. | |||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KCPM15 | D1 | |||||||||||||||||||
| A | B | Kesme hızı | frac. | 1/8 | 5/32 | 3/16 | 7/32 | 1/4 | 9/32 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||
| Malzeme grubu | ap | ae | ap | Min. | Başlangıç | Maks. | dec. | .1250 | .1563 | .1875 | .2188 | .2500 | .2813 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | P0 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| P1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 460 | 540 | 620 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P3 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 390 | 455 | 520 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| P4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 395 | 490 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 | |
| P5 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 265 | 330 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| P6 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 205 | 250 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| M | M1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 340 | 380 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| M2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 230 | 260 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| M | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 200 | 215 | 230 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| K | K1 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 390 | 440 | 490 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| K2 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 410 | 460 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| K3 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 395 | 430 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| S | S1 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 160 | 230 | 300 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| S2 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 80 | 120 | 160 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S3 | 1.5 x D1 | 0.5 x D1 | 0.50 x D1 | 80 | 105 | 130 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 180 | 200 | IPT | 0.0005 | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0016 | 0.0019 | 0.0023 | 0.0028 | 0.0031 | 0.0036 | 0.0039 | |
| H | H1 | 1.5 x D1 | 0.5 x D1 | 1.0 x D1 | 260 | 360 | 460 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 |
| H2 | 1.5 x D1 | 0.2 x D1 | 1.0 x D1 | 230 | 310 | 390 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | |||||||||||||||||||||
| Table for Feed and Speed Calculation with Adjustment Factor • METRIC | |||||||||||||||||||||
| | Kenar frezeleme (A) için önerilen diş başına ilerleme (IPT = inç/diş). Kanal açma (B) için IPT %20 azaltılır. | |||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KCPM15 | D1 | |||||||||||||||||||
| A | B | Kesme hızı | frac. | 1/8 | 5/32 | 3/16 | 7/32 | 1/4 | 9/32 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||
| Malzeme grubu | ap | ae | ap | Min. | Başlangıç | Maks. | dec. | .1250 | .1563 | .1875 | .2188 | .2500 | .2813 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | P0 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| P1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 460 | 540 | 620 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P3 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 390 | 455 | 520 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| P4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 395 | 490 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 | |
| P5 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 265 | 330 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| P6 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 205 | 250 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| M | M1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 340 | 380 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| M2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 230 | 260 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| M | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 200 | 215 | 230 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| K | K1 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 390 | 440 | 490 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| K2 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 410 | 460 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| K3 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 395 | 430 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| S | S1 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 160 | 230 | 300 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| S2 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 80 | 120 | 160 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S3 | 1.5 x D1 | 0.5 x D1 | 0.50 x D1 | 80 | 105 | 130 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 180 | 200 | IPT | 0.0005 | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0016 | 0.0019 | 0.0023 | 0.0028 | 0.0031 | 0.0036 | 0.0039 | |
| H | H1 | 1.5 x D1 | 0.5 x D1 | 1.0 x D1 | 260 | 360 | 460 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 |
| H2 | 1.5 x D1 | 0.2 x D1 | 1.0 x D1 | 230 | 310 | 390 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | |||||||||||||||||||||