Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr bekommen, weniger zahlen mit unseren zeitlich begrenzten angeboten. Jetzt bestellen
Kennametal steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- Metallbearbeitungswerkzeuge
- /
- Fräsen
- /
- Fräsen mit Wendeschneidplatten
- /
- Keramikfräser
- /
- Keramikfräser • RN
- /
- KCRA • RN
- /
- KCRA – RN • Schaftfräser mit Zylinderschaft • Metrisch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

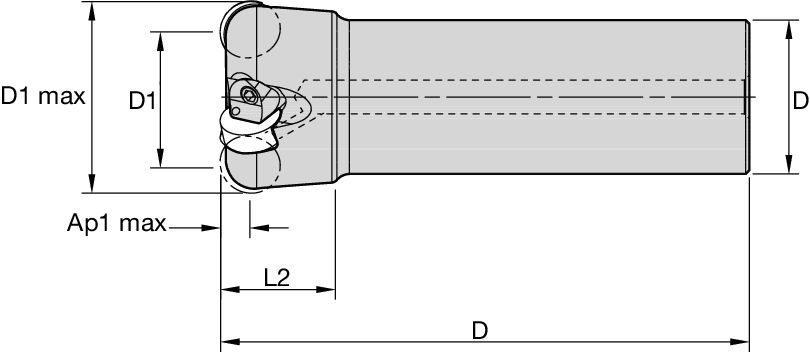
KCRA – RN • Schaftfräser mit Zylinderschaft • Metrisch
Schaftfräser mit Zylinderschaft
Features and benefits
- Die erste Wahl für das Plan-/Eckfräsen von Hochtemperaturlegierungen.
- Höheres Zeitspanungsvolumen dank Fräsern mit enger Teilung.
- Das sichere Klemmsystem verbessert die Prozessstabilität und -zuverlässigkeit.
- Effektive Luftkühlungsfunktion. Besserer Spanfluss und längere Standzeiten.
Uses and application
Milling - Pressurized Air Coolant
Planfräsen
Umfangfräsen/Schulterfräsen: Kugelkopf / Vollradius
Zylinderschaft – ohne Spannfläche
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .EGN | KYS30 | .EGN | KYS30 | .TGN | KYS30 |
| S3 | .EGN | KYSP30 | .EGN | KYSP30 | .TGN | KYSP30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Bei einer axialen Schnitttiefe von 6,35 (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,08 | 0,09 | 0,11 | 0,06 | 0,07 | 0,09 | 0,06 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | 0,05 | 0,06 | 0,07 | .EGN |
| .TGN | 0,13 | 0,17 | 0,19 | 0,09 | 0,13 | 0,14 | 0,08 | 0,11 | 0,13 | 0,08 | 0,10 | 0,12 | 0,08 | 0,10 | 0,12 | .TGN |
Bei einer axialen Schnitttiefe von 3,00 (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Bei einer axialen Schnitttiefe von 1,50 (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,18 | 0,20 | 0,24 | 0,13 | 0,15 | 0,18 | 0,12 | 0,13 | 0,16 | 0,11 | 0,12 | 0,15 | 0,11 | 0,12 | 0,14 | .EGN |
| .TGN | 0,27 | 0,36 | 0,41 | 0,20 | 0,27 | 0,31 | 0,17 | 0,23 | 0,27 | 0,16 | 0,22 | 0,25 | 0,16 | 0,21 | 0,24 | .TGN |
Bei einer axialen Schnitttiefe von 0,75 (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,10 | 0,11 | 0,13 | 0,07 | 0,08 | 0,10 | 0,07 | 0,07 | 0,09 | 0,06 | 0,07 | 0,08 | 0,06 | 0,07 | 0,08 | .EGN |
| .TGN | 0,15 | 0,20 | 0,23 | 0,11 | 0,15 | 0,17 | 0,10 | 0,13 | 0,15 | 0,09 | 0,12 | 0,14 | 0,09 | 0,12 | 0,14 | .TGN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .EGN | 0,13 | 0,14 | 0,18 | 0,10 | 0,11 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,11 | 0,08 | 0,09 | 0,11 | .EGN |
| .TGN | 0,19 | 0,26 | 0,30 | 0,15 | 0,19 | 0,22 | 0,13 | 0,17 | 0,19 | 0,12 | 0,16 | 0,18 | 0,12 | 0,15 | 0,18 | .TGN |
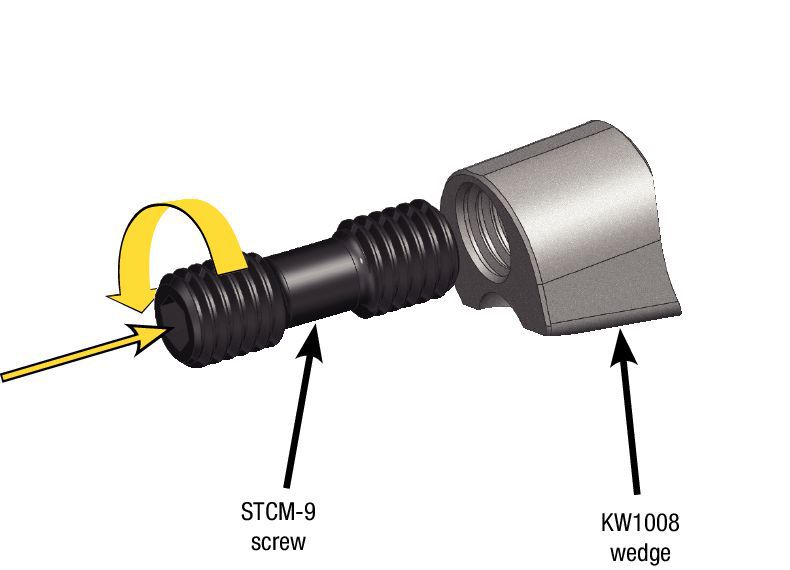
Montageanleitung für Wendeschneidplatte
| Güvenlik notları | |||||
 |  |  |  |  |  |
| Tüm talimatlar dikkatli bir şekilde okunmalıdır. | Koruyucu gözlük takılmalıdır. | Bağlantı elemanları düzenli aralıklarla kontrol edilir ve sıkılır. | Uyarı: Kesme tehlikesi | Uyarı: Sıcak yüzeyler | Maksimum DEVİR değeri aşılmaz. |
| Montaj talimatları | |
| STCM-25 vidası KW1008 kamasına 1 ya da 1 1/2 tur döndürerek monte edilir. | Kama/vida donanımı |
 |  |
| Kama/vida donanımı freze gövdesine takılır, ancak kesici ucu takmak için montaj boşluğu korunur. | Kesici uç RNGN12... uç yuvasına kaydırılır ve kama/kesici uç donanımı 3,5 Nm (31 inç/lbs) değerinde sıkılır. Her uç yuvası için tekrarlanır. |
 |  |
Empfohlene Startwerte für Schnittgeschwindigkeiten [m/min]
| Malzeme grubu | KYS30 | KYSP30 | |||||
| P | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| S | 1 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | |