
KDMT Torus-Schaftfräser zum Schlichten • Schaftfräser mit abgesetztem Frontschaft • Zylinderschaft • Stahl • Metrisch
Torus-Schaftfräser zum Schlichten • Schaftfräser mit Zylinderschaft
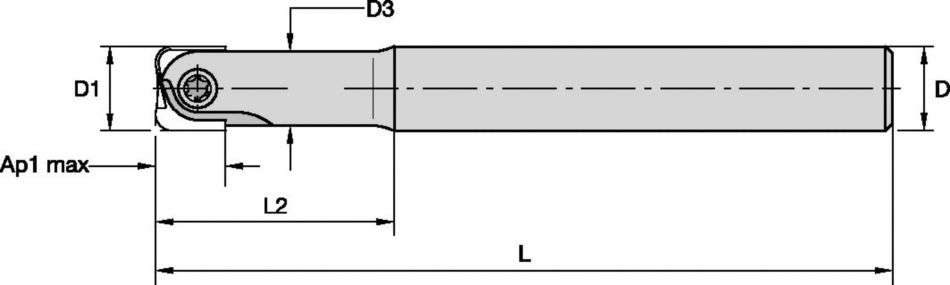
Features and benefits
- Verfügbare Durchmesser: 12–25 mm.
- Hohe Präzision und Rundlaufgenauigkeit.
- Kann mit Schrumpfspanntechnologie verwendet werden, Schaft mit Toleranz h6.
- Geeignet für Schrupp- und Schlichtbearbeitungen.
- Einsetzbar mit Wendeschneidplatten für hohe Vorschübe und mit torischer Ausführung.
Uses and application
Schräg-Eintauchfräsen Ins Volle
Nutenfräsen: Kugelkopf / Vollradius
Umfangfräsen/Schulterfräsen: Kugelkopf / Vollradius
3D-Profilfräsen/Kopierfräsen
Zylinderschaft – ohne Spannfläche
Auskammern
