
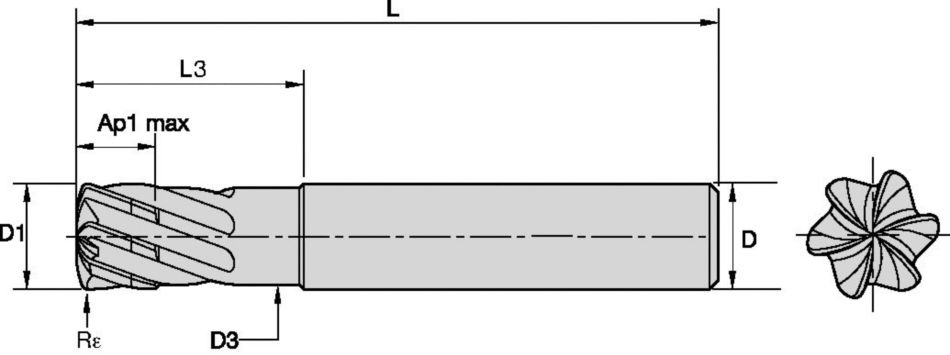
KenFeed™ • KHDA • Torus • 6 Spannuten • Schlichter Schaft • Metrisch
KenFeed™ Vollhartmetall-Schaftfräser für Anwendungen mit hohem Vorschub in harten Werkstoffen
Features and benefits
- KenFeed Vollhartmetall-Schaftfräser führen Schrupp- und Schlichtbearbeitungen durch, indem sie sehr flache Schnitte mit extrem hohen Vorschubgeschwindigkeiten ausführen, um die Zerspanungsvolumina zu maximieren.
- Für gehärtete Materialien von 52 bis 65 HRC.
- Vollhartmetall-Schaftfräser für Planfräsanwendungen.
Uses and application
Schräg-Eintauchfräsen Ins Volle
3D-Profilfräsen/Kopierfräsen
Werkzeugabmessungen: Schneidreihen: 6
Spiralwinkel: 20°
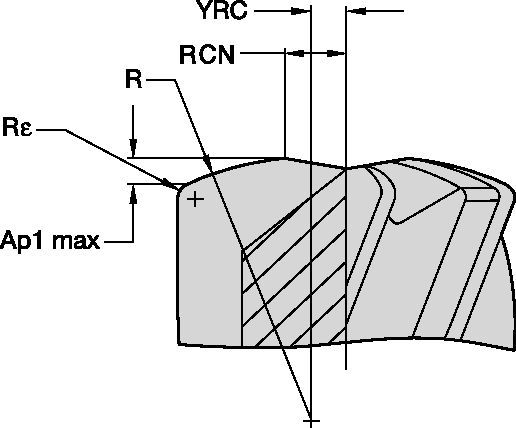
Schneideckenausführung: Torus
