
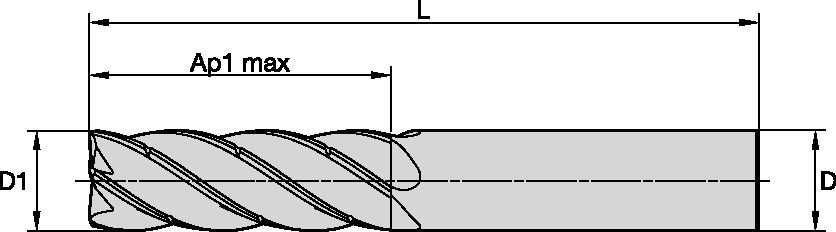
KOR5™ DA • Square End • 5 Flutes • 3 x D • Plain Shank • Inch
KOR5™ DA Solid Carbide End Mill for Dynamic Milling of Aluminum
Features and benefits
- Designed for trochoidal milling with low radial engagement and full length of cut.
- With chip splitters for ideal chip evacuation.
- Proprietary flute form reduces vibrations and improves tool life.
- Helix angle tailored to minimize vibration and optimize tool life.
- Front end geometry designed for maximum tool life in helical and ramping operations.
Uses and application
Trochoidal Milling
Schräg-Eintauchfräsen 4°
Werkzeugabmessungen: Schneidreihen: 5
Zylinderschaft – ohne Spannfläche
Spiralwinkel: 35°
Schneideckenausführung: Eckenradius
Schneideckenausführung: Ebene Stirnfläche
Umfangfräsen/Schulterfräsen: Schruppen
Umfangfräsen/Schulterfräsen: Schlichten


