Willkommen
Bestätigen Sie bitte Ihre Präferenzen
Einstellungen aktualisieren
Produktvorschläge
Product Family suggestions
Kennametal steht Ihnen zur Diensten
Hallo, User Name
Das von Ihnen ausgewählte Konto:
Es gibt ein Problem mit Ihrem Konto. Bitte kontaktieren Sie den Kundendienst.
Kundenkonto Konto ändern
Lieferadresse Konto ändern
- Übersicht
- Bestellungen verwalten
- Kanäle verwalten
- Adressbuch
Notifications
Mark all as read- Passwort ändern
- Mein Profil
- Abmelden
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Mehr bekommen, weniger zahlen mit unseren zeitlich begrenzten angeboten. Jetzt bestellen
Kennametal steht Ihnen zur Diensten
Artikel erfolgreich zum Warenkorb hinzugefügt
Warenkorb anzeigen
Warenkorb anzeigen
Lösung bearbeiten
Lösung hinzufügen
Lösungsname:{{SolutionName}}- Produkte
- /
- Metallbearbeitungswerkzeuge
- /
- Fräsen
- /
- Fräsen mit Wendeschneidplatten
- /
- Nutenfräser
- /
- KSSM™ 12 • Slotting Cutters • IC 12
- /
- Cutters KSSM™ 12 • Metric
- /
- KSSM™ 12 • Slot Mill with Shell Mount • Adjustable Cutting Width up to 18mm • Left Hand Cutting • Metric
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
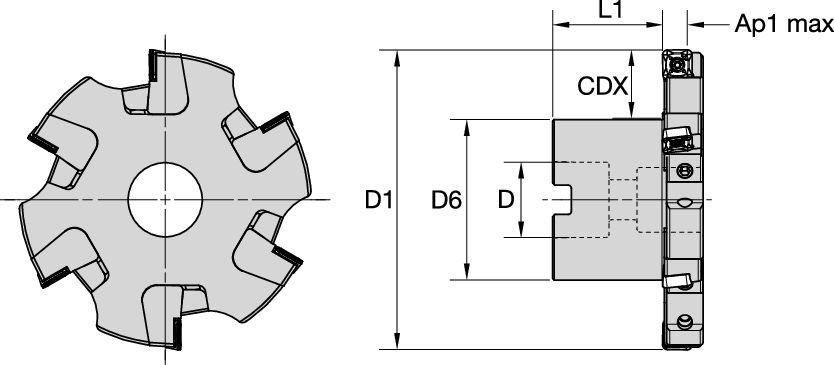
KSSM™ 12 • Slot Mill with Shell Mount • Adjustable Cutting Width up to 18mm • Left Hand Cutting • Metric
Slot milling cutter for side milling in multiple materials
Features and benefits
- Unique cam adjustment mechanism enables quick tool setting and cutting width adjustment.
- Use right-hand and left-hand inserts for best possible wall surface finish.
Uses and application
Umfangfräsen/Schulterfräsen: Ebene Stirnfläche
Auswahlhilfe für Wendeschneidplatten
| KSSM™ 12 Slotting • Insert Selection Guide | ||||||
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1-P2 | .E..LD2 | KCPM40 | .E..GB2 | KCPM40 | .S..GB2 | KCPM40 |
| P3-P4 | .E..LD2 | KCPM40 | .E..GB2 | KCPK30 | .S..GB2 | KCPK30 |
| P5-P6 | .E..LD2 | KC725M | .E..GB2 | KC725M | .S..GB2 | KC725M |
| M1-M2 | .E..LD2 | KCSM40 | .E..GB2 | KCSM40 | .S..GB2 | KCSM40 |
| M3 | .E..LD2 | KCPM40 | .E..GB2 | KCPM40 | .S..GB2 | KCPM40 |
| K1-K2 | .E..LD2 | KCK20B | .E..GB2 | KCK15 | .S..GB2 | KCK15 |
| K3 | .E..LD2 | KCK20B | .E..GB2 | KCK20B | .S..GB2 | KCK20B |
| N1-N2 | .F..LE | KC410M | .F..LE | KC410M | .F..LE | KC410M |
| N3 | .F..LE | KC410M | .F..LE | KC410M | .F..LE | KC410M |
| S1-S2 | .E..LD2 | KC725M | .E..GB2 | KC725M | .S..GB2 | KC725M |
| S3 | .E..LD2 | KCSM40 | .E..GB2 | KCSM40 | .S..GB2 | KCSM40 |
| S4 | .E..LD2 | KCSM40 | .E..GB2 | KCSM40 | .S..GB2 | KCSM40 |
| H1 | – | – | – | – | – | – |
Empfohlene Startwerte für Vorschübe [mm]
| KSSM™ 12 Slotting • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LE | 0,12 | 0,42 | 0,74 | 0,08 | 0,30 | 0,54 | 0,06 | 0,23 | 0,40 | 0,06 | 0,20 | 0,35 | 0,05 | 0,18 | 0,32 |
| .E..LD2 | 0,12 | 0,46 | 0,81 | 0,09 | 0,33 | 0,58 | 0,07 | 0,25 | 0,43 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 |
| .E..GB2 | 0,23 | 0,53 | 0,89 | 0,17 | 0,38 | 0,64 | 0,13 | 0,29 | 0,48 | 0,11 | 0,25 | 0,41 | 0,10 | 0,23 | 0,38 |
| .S..GB2 | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
| KSSM™ 12 Slotting • Recommended Starting Feeds [IPT] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .F..LE | 0.005 | 0.017 | 0.030 | 0.003 | 0.012 | 0.021 | 0.003 | 0.009 | 0.016 | 0.002 | 0.008 | 0.014 | 0.002 | 0.007 | 0.013 |
| .E..LD2 | 0.005 | 0.018 | 0.032 | 0.004 | 0.013 | 0.023 | 0.003 | 0.010 | 0.017 | 0.002 | 0.009 | 0.015 | 0.002 | 0.008 | 0.014 |
| .E..GB2 | 0.009 | 0.021 | 0.035 | 0.007 | 0.015 | 0.025 | 0.005 | 0.011 | 0.019 | 0.004 | 0.010 | 0.016 | 0.004 | 0.009 | 0.015 |
| .S..GB2 | 0.009 | 0.023 | 0.037 | 0.007 | 0.017 | 0.027 | 0.005 | 0.013 | 0.020 | 0.004 | 0.011 | 0.017 | 0.004 | 0.010 | 0.016 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
Empfohlene Startwerte für Schnittgeschwindigkeit [m/min]
| KSSM™ 12 Slotting • Recommended Starting Speed [m/min] | |||||||||||||||||||||||||||||||
| Kalite | KCPM20 | KC410M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM40 | KTPK20 | |||||||||||||||||||||
| Talaş kalınlığı hex mm | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | |||||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | 550 | 485 | 450 | – | – | – | 330 | 285 | 270 | 260 | 230 | 215 | – | – | – | 455 | 395 | 370 | – | – | – | 295 | 260 | 245 | 350 | 320 | 300 | 365 | 300 | 255 |
| 2 | 340 | 310 | 275 | – | – | – | 275 | 240 | 200 | 220 | 190 | 160 | – | – | – | 280 | 255 | 230 | – | – | – | 250 | 215 | 180 | 300 | 270 | 220 | 265 | 220 | 200 | |
| 3 | 310 | 275 | 255 | – | – | – | 255 | 215 | 175 | 200 | 170 | 140 | – | – | – | 255 | 230 | 205 | – | – | – | 230 | 195 | 160 | 280 | 240 | 195 | 245 | 200 | 180 | |
| 4 | 230 | 215 | 190 | – | – | – | 225 | 185 | 150 | 180 | 150 | 120 | – | – | – | 225 | 185 | 160 | – | – | – | 205 | 170 | 135 | 240 | 205 | 165 | 210 | 180 | 160 | |
| 5 | 275 | 250 | 230 | – | – | – | 185 | 170 | 150 | 150 | 135 | 120 | – | – | – | 190 | 170 | 150 | – | – | – | 170 | 155 | 135 | 200 | 180 | 160 | 185 | 170 | 150 | |
| 6 | 190 | 170 | 145 | – | – | – | 165 | 125 | 100 | 130 | 100 | 80 | – | – | – | 160 | 135 | 110 | – | – | – | 150 | 115 | 90 | 180 | 140 | 100 | 160 | 130 | 100 | |
| M | 1 | 225 | 200 | 175 | – | – | – | 205 | 180 | 165 | 170 | 150 | 135 | – | – | – | 205 | 185 | 155 | – | – | – | 195 | 170 | 155 | 260 | 210 | 185 | 240 | 195 | 165 |
| 2 | 205 | 175 | 160 | – | – | – | 185 | 160 | 130 | 155 | 130 | 110 | – | – | – | 185 | 160 | 140 | – | – | – | 175 | 150 | 125 | 235 | 180 | 145 | 215 | 185 | 150 | |
| 3 | 160 | 145 | 125 | – | – | – | 140 | 120 | 95 | 115 | 100 | 80 | – | – | – | 145 | 130 | 115 | – | – | – | 130 | 115 | 90 | 175 | 145 | 110 | 160 | 135 | 110 | |
| K | 1 | 360 | 325 | 295 | – | – | – | 230 | 205 | 185 | – | – | – | 420 | 385 | 340 | 295 | 265 | 240 | 360 | 290 | 245 | – | – | – | – | – | – | 230 | 195 | 160 |
| 2 | 285 | 255 | 235 | – | – | – | 180 | 160 | 150 | – | – | – | 335 | 295 | 275 | 235 | 210 | 190 | 280 | 230 | 195 | – | – | – | – | – | – | 185 | 150 | 130 | |
| 3 | 240 | 215 | 200 | – | – | – | 150 | 135 | 120 | – | – | – | 280 | 250 | 230 | 195 | 175 | 160 | 210 | 175 | 140 | – | – | – | – | – | – | 150 | 130 | 105 | |
| N | 1 | – | – | – | 1215 | 1080 | 995 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 1080 | 995 | 915 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 1080 | 995 | 915 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 50 | 40 | 25 | – | – | – |
| 2 | – | – | – | – | – | – | 40 | 35 | 25 | 35 | 30 | 25 | – | – | – | – | – | – | – | – | – | 40 | 35 | 30 | 55 | 40 | 25 | – | – | – | |
| 3 | – | – | – | – | – | – | 50 | 40 | 25 | 45 | 35 | 25 | – | – | – | – | – | – | – | – | – | 50 | 40 | 30 | 65 | 45 | 30 | – | – | – | |
| 4 | – | – | – | – | – | – | 50 | 45 | 35 | 50 | 45 | 30 | – | – | – | 50 | 45 | 35 | – | – | – | 55 | 50 | 35 | 75 | 60 | 40 | – | – | – | |
| H | 1 | – | – | – | – | – | – | 120 | 90 | 70 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||
| KSSM™ 12 Slotting • Recommended Starting Speed [SFM] | |||||||||||||||||||||||||||||||
| Kalite | KCPM20 | KC410M | KC522M | KC725M | KCK15 | KCPK30 | KCK20B | KCPM40 | KCSM40 | KTPK20 | |||||||||||||||||||||
| Talaş kalınlığı hex mm | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | Min. | Maks. | |||||||||||
| Malzeme grubu | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | Maks. | Başlangıç | Min. | |
| P | 1 | 550 | 485 | 450 | – | – | – | 1085 | 935 | 885 | 855 | 755 | 705 | – | – | – | 1495 | 1295 | 1215 | – | – | – | 970 | 855 | 805 | 1150 | 1050 | 985 | 1200 | 985 | 835 |
| 2 | 340 | 310 | 275 | – | – | – | 900 | 785 | 655 | 720 | 625 | 525 | – | – | – | 920 | 835 | 755 | – | – | – | 820 | 705 | 590 | 985 | 885 | 720 | 870 | 720 | 655 | |
| 3 | 310 | 275 | 255 | – | – | – | 835 | 705 | 575 | 655 | 560 | 460 | – | – | – | 835 | 755 | 675 | – | – | – | 755 | 640 | 525 | 920 | 785 | 640 | 805 | 655 | 590 | |
| 4 | 230 | 215 | 190 | – | – | – | 740 | 605 | 490 | 590 | 490 | 395 | – | – | – | 740 | 605 | 525 | – | – | – | 675 | 560 | 445 | 785 | 675 | 540 | 690 | 590 | 525 | |
| 5 | 275 | 250 | 230 | – | – | – | 605 | 560 | 490 | 490 | 445 | 395 | – | – | – | 625 | 560 | 490 | – | – | – | 560 | 510 | 445 | 655 | 590 | 525 | 605 | 560 | 490 | |
| 6 | 190 | 170 | 145 | – | – | – | 540 | 410 | 330 | 425 | 330 | 260 | – | – | – | 525 | 445 | 360 | – | – | – | 490 | 375 | 295 | 590 | 460 | 330 | 525 | 425 | 330 | |
| M | 1 | 225 | 200 | 175 | – | – | – | 675 | 590 | 540 | 560 | 490 | 445 | – | – | – | 675 | 605 | 510 | – | – | – | 640 | 560 | 510 | 855 | 690 | 605 | 785 | 640 | 540 |
| 2 | 205 | 175 | 160 | – | – | – | 605 | 525 | 425 | 510 | 425 | 360 | – | – | – | 605 | 525 | 460 | – | – | – | 575 | 490 | 410 | 770 | 590 | 475 | 705 | 605 | 490 | |
| 3 | 160 | 145 | 125 | – | – | – | 460 | 395 | 310 | 375 | 330 | 260 | – | – | – | 475 | 425 | 375 | – | – | – | 425 | 375 | 295 | 575 | 475 | 360 | 525 | 445 | 360 | |
| K | 1 | 360 | 325 | 295 | – | – | – | 755 | 675 | 605 | – | – | – | 1380 | 1265 | 1115 | 970 | 870 | 785 | 1180 | 950 | 805 | – | – | – | – | – | – | 755 | 640 | 525 |
| 2 | 285 | 255 | 235 | – | – | – | 590 | 525 | 490 | – | – | – | 1100 | 970 | 900 | 770 | 690 | 625 | 920 | 755 | 640 | – | – | – | – | – | – | 605 | 490 | 425 | |
| 3 | 240 | 215 | 200 | – | – | – | 490 | 445 | 395 | – | – | – | 920 | 820 | 755 | 640 | 575 | 525 | 690 | 575 | 460 | – | – | – | – | – | – | 490 | 425 | 345 | |
| N | 1 | – | – | – | 3985 | 3545 | 3265 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | 3545 | 3265 | 3000 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | 3545 | 3265 | 3000 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 165 | 130 | 80 | – | – | – |
| 2 | – | – | – | – | – | – | 130 | 115 | 80 | 115 | 100 | 80 | – | – | – | – | – | – | – | – | – | 130 | 115 | 100 | 180 | 130 | 80 | – | – | – | |
| 3 | – | – | – | – | – | – | 165 | 130 | 80 | 150 | 115 | 80 | – | – | – | – | – | – | – | – | – | 165 | 130 | 100 | 215 | 150 | 100 | – | – | – | |
| 4 | – | – | – | – | – | – | 165 | 150 | 115 | 165 | 150 | 100 | – | – | – | 165 | 150 | 115 | – | – | – | 180 | 165 | 115 | 245 | 195 | 130 | – | – | – | |
| H | 1 | – | – | – | – | – | – | 395 | 295 | 230 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||||||||||||||||||||||||||