Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Indexable Milling
- /
- Face Mills
- /
- KSOM Mini
- /
- Inserts for KSOM Mini • OFKT-LB
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
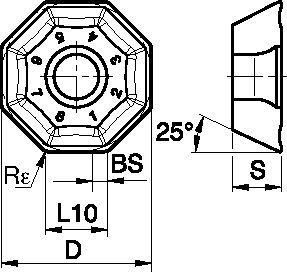
Inserts for KSOM Mini • OFKT-LB
Indexable Inserts
Features and benefits
- First choice for light machining.
- -LB light geometry is the first choice for turbine blade applications.
Insert Selection Guide
| Material Group | Light | General | Heavy | |||
| – | (Light geometry) | (Strong geometry) | ||||
| – | wear |  | toughness | |||
| – | Geometry | Grade | Geometry | Grade | Geometry | Grade |
| P1–P2 | .E..NLB | KC725M | .E..NGB | KC725M | .S..NHB | KC725M |
| P3–P4 | .E..NLB | KCPK30 | .E..NGB | KCPK30 | .S..NHB | KCPK30 |
| P5–P6 | .E..NLB | KCPK30 | .E..NLB | KCPK30 | .E..NGB | KCPK30 |
| M1–M2 | .E..NLB | KC725M | .E..NGB | KC725M | .S..NHB | KC725M |
| M3 | .E..NLB | KCPK30 | .E..NLB | KCPK30 | .S..NLB | KC522M |
| K1–K2 | — | — | .S..NHB | KCPM20 | .S..NHB | KCPK30 |
| K3 | .E..NLB | KCPK30 | .E..NGB | KCPK30 | .S..NHB | KCPK30 |
| N1–N2 | — | — | — | — | — | — |
| N3 | — | — | — | — | — | — |
| S1–S2 | .E..NLB | KC725M | .E..NGB | KC725M | .S..NHB | KC725M |
| S3 | .E..NLB | KC725M | .E..NGB | KC725M | .S..NHB | KC725M |
| S4 | .E..NGB | KC725M | .S..NHB | KC725M | — | — |
| H1 | — | — | — | — | — | — |
Recommended Starting Feeds [mm]
| Insert Geometry | Recommended Starting Feed per Tooth (Fz) in Relation to % of Radial Engagement (ae) | Insert Geometry | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..NLB | 0,25 | 0,37 | 0,43 | 0,18 | 0,28 | 0,32 | 0,16 | 0,24 | 0,28 | 0,15 | 0,22 | 0,26 | 0,15 | 0,22 | 0,26 | .E..NLB |
| .S..NLB | 0,57 | 0,69 | 0,79 | 0,42 | 0,51 | 0,59 | 0,37 | 0,45 | 0,52 | 0,34 | 0,42 | 0,48 | 0,34 | 0,41 | 0,47 | .S..NLB |
| .E..NGB | 0,52 | 0,55 | 0,65 | 0,39 | 0,41 | 0,48 | 0,34 | 0,36 | 0,42 | 0,32 | 0,34 | 0,39 | 0,31 | 0,33 | 0,38 | .E..NGB |
| .S..NHB | 0,57 | 0,78 | 0,91 | 0,42 | 0,58 | 0,68 | 0,37 | 0,5 | 0,59 | 0,34 | 0,47 | 0,55 | 0,34 | 0,46 | 0,54 | .S..NHB |
| Light | General | Heavy |
Recommended Starting Speeds [m/min]
| Material Group | KCK15 | KC520M | KCPM20 | KC522M | KC725M | KCPK30 | |||||||||||||
| P | 1 | – | – | – | – | – | – | 660 | 580 | 535 | 395 | 345 | 325 | 315 | 275 | 255 | 545 | 475 | 440 |
| 2 | – | – | – | – | – | – | 410 | 370 | 330 | 330 | 290 | 240 | 260 | 230 | 195 | 335 | 305 | 275 | |
| 3 | – | – | – | – | – | – | 370 | 330 | 305 | 305 | 255 | 215 | 240 | 205 | 170 | 305 | 275 | 250 | |
| 4 | – | – | – | – | – | – | 275 | 255 | 230 | 270 | 225 | 180 | 215 | 180 | 145 | 225 | 210 | 190 | |
| 5 | – | – | – | – | – | – | 330 | 300 | 275 | 225 | 200 | 180 | 180 | 160 | 145 | 310 | 275 | 255 | |
| 6 | – | – | – | – | – | – | 230 | 200 | 175 | 200 | 150 | 120 | 160 | 120 | 95 | 190 | 165 | – | |
| M | 1 | – | – | – | – | – | – | 270 | 240 | 205 | 245 | 215 | 200 | 205 | 180 | 165 | 250 | 220 | 190 |
| 2 | – | – | – | – | – | – | 245 | 215 | 190 | 225 | 190 | 160 | 185 | 160 | 130 | 225 | 195 | 170 | |
| 3 | – | – | – | – | – | – | 195 | 175 | 150 | 170 | 145 | 115 | 140 | 120 | 95 | 175 | 160 | 140 | |
| K | 1 | 505 | 460 | 410 | 325 | 295 | 260 | 435 | 390 | 350 | 275 | 250 | 220 | – | – | – | – | – | – |
| 2 | 400 | 355 | 330 | 255 | 225 | 215 | 345 | 310 | 280 | 215 | 195 | 180 | – | – | – | – | – | – | |
| 3 | 335 | 300 | 275 | 215 | 190 | 170 | 290 | 255 | 240 | 180 | 160 | 145 | – | – | – | – | – | – | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | 45 | 35 | 30 |
| 2 | – | – | – | – | – | – | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | 45 | 35 | 30 | |
| 3 | – | – | – | – | – | – | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | 55 | 45 | 30 | |
| 4 | – | – | – | – | – | – | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | 75 | 55 | 35 | |
| H | 1 | – | – | – | – | – | – | 170 | 140 | 115 | 145 | 110 | 85 | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
Plunging
| max DOC Ap | mm | chipload (fz) |
| AP1 Max | 3,5 | 1 x fz |
| AP2 Max | 9,0 | 0,6 x fz |
Face Milling
| D1 mm | D1 max mm | max ap mm | ramping angle (°) | ramping length mm |
| 32 | 41,1 | 9 | 11,0 | 46,3 |
| 40 | 49,0 | 9 | 7,5 | 68,4 |
| 50 | 58,9 | 9 | 5,0 | 102,9 |
| 63 | 71,8 | 9 | 3,9 | 132,0 |
| 80 | 88,7 | 9 | 2,9 | 177,7 |
Ramping
| max plunging depth | mm |
| AP1 max | 3,2 |
Helical Interpolation
| hole diameter | ||||
| D1 mm | D1 max mm | min mm | max mm | Ap/rev mm |
| 32 | 41,1 | 61,7 | 81,7 | 4,7 |
| 40 | 49,0 | 77,5 | 97,6 | 4,7 |
| 50 | 58,9 | 97,4 | 117,4 | 4,7 |
| 63 | 71,8 | 123,3 | 143,3 | 4,7 |
| 80 | 88,7 | 157,2 | 177,2 | 4,7 |