Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Indexable Milling
- /
- Ceramic Mills
- /
- Ceramic Mills • RN
- /
- KSSR • RN
- /
- KSSR - RN • Shell Mills • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

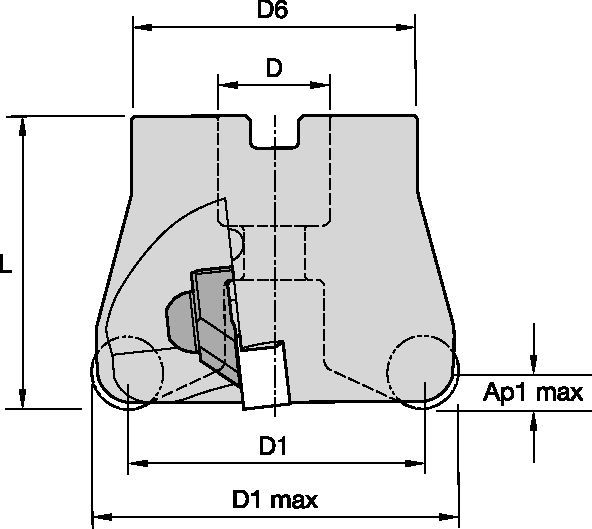
KSSR - RN • Shell Mills • Inch
Shell Mills
Features and benefits
- First choice for face milling high-temp alloys and hard or hardened materials up to 60 HRC.
- Excellent productivity through massive reduction of machining time.
Uses and application
Face Milling
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
Milling - Side and Face
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | ..T.. | KY2100 / KYSM10 | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | ..T.. | KY2100 / KYSM10 | ..T.. | KY2100 / KYSM10 | ..T.. | KY2100 / KYSM10 |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KY4300 / KYHS10 | ..T.. | KYS30 | ..T.. | KY2100 / KYSM10 |
| S3 | ..T.. | KYS30 | ..T.. | KYS30 | ..T.. | KY4300 / KYHS10 |
| S4 | – | – | – | – | – | – |
| H1 | ..E | KY4300 / KYHS10 | ..T.. | KY4300 / KYHS10 | – | – |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .004 | .004 | .005 | .003 | .003 | .003 | .002 | .003 | .003 | .002 | .003 | .003 | .002 | .002 | .003 | ..E |
| ..T.. | .007 | .010 | .011 | .005 | .008 | .009 | .004 | .007 | .007 | .004 | .006 | .007 | .004 | .006 | .007 | ..T.. |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .004 | .005 | .005 | .003 | .004 | .004 | .003 | .003 | .003 | .003 | .003 | .003 | .003 | .003 | .003 | ..E |
| ..T.. | .008 | .012 | .013 | .006 | .009 | .010 | .005 | .008 | .009 | .005 | .007 | .008 | .005 | .007 | .008 | ..T.. |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .008 | .009 | .009 | .006 | .006 | .007 | .005 | .006 | .006 | .005 | .005 | .006 | .005 | .005 | .006 | ..E |
| ..T.. | .014 | .022 | .024 | .010 | .016 | .018 | .009 | .014 | .015 | .008 | .013 | .014 | .008 | .013 | .014 | ..T.. |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | .006 | .006 | .007 | .004 | .005 | .005 | .004 | .004 | .004 | .003 | .004 | .004 | .003 | .004 | .004 | ..E |
| ..T.. | .010 | .016 | .017 | .008 | .012 | .013 | .007 | .010 | .011 | .006 | .010 | .010 | .006 | .009 | .010 | ..T.. |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KYS30 | KY2100 | KY4300 | |||||||
| P | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | |
| 5 | 3000 | 2400 | 1800 | 3960 | 3200 | 2380 | – | – | – | |
| 6 | 3000 | 2400 | 1800 | 3960 | 3200 | 2380 | – | – | – | |
| M | 1 | – | – | – | 3960 | 3200 | 2380 | – | – | – |
| 2 | – | – | – | 3740 | 3000 | – | – | – | – | |
| 3 | – | – | – | 2760 | 2400 | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | |
| S | 1 | 2640 | 2160 | 1680 | 3490 | 2860 | 2220 | 1680 | 1320 | 960 |
| 2 | 2640 | 2160 | 1680 | 3490 | 2860 | 2220 | 1680 | 1320 | 960 | |
| 3 | 3840 | 3120 | 2400 | 5080 | 4130 | 3180 | 2400 | 2040 | 1680 | |
| 4 | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | 1200 | 1020 | 780 |