Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Turn up your volume for less with our limited-time offers! Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

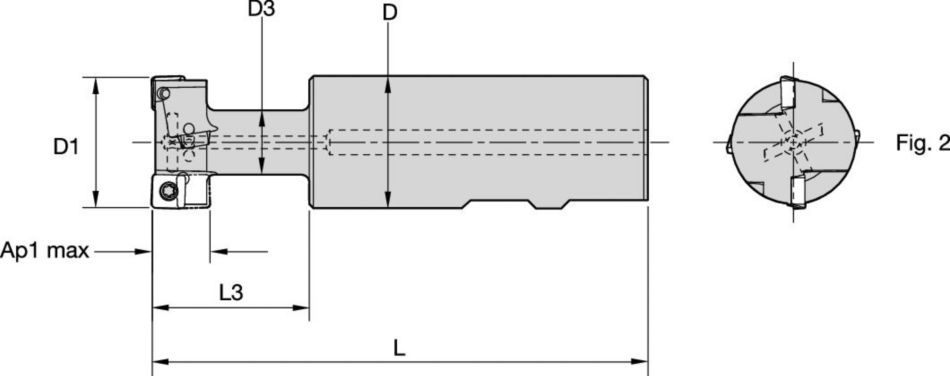
T Slot Cutter • Metric
Indexable T-Slot Cutter
Features and benefits
- Prepare workpiece with a slot.
- Honed insert edges.
- Feed rates between 0,10mm–0,15mm; lower feed rates will induce vibration.
- Use air flow to evacuate chips.
- Always start the cutting process with a new cutting edge.
Uses and application
Slotting: Side
Slotting: Side with AE/AP dimensions
Slotting: T
Shank - Cylindrical Weldon
Slotting: T with AP dimension
Insert Selection Guide
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | ..EGG | KC735M | ..EGG | KC735M | ..EGG | KC735M |
| P3–P4 | ..EGG | KC735M | ..EGG | KC735M | ..EGG | KC735M |
| P5–P6 | ..EGG | KC735M | ..EGG | KC735M | ..EGG | KC735M |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | ..EGG | KC505M | ..EGG | KC505M | ..EGG | KC505M |
| K3 | ..EGG | KC505M | ..EGG | KC505M | ..EGG | KC505M |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Recommended Starting Feeds [mm]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .06..EGG | 0,20 | 0,46 | 0,70 | 0,14 | 0,33 | 0,50 | 0,11 | 0,25 | 0,38 | 0,09 | 0,22 | 0,33 | 0,08 | 0,20 | 0,30 | .06..EGG |
| .08..EGG | 0,20 | 0,53 | 0,82 | 0,14 | 0,38 | 0,59 | 0,11 | 0,29 | 0,44 | 0,09 | 0,25 | 0,39 | 0,08 | 0,23 | 0,35 | .08..EGG |
| .12..EGG | 0,20 | 0,59 | 0,92 | 0,14 | 0,43 | 0,66 | 0,11 | 0,32 | 0,50 | 0,09 | 0,28 | 0,43 | 0,08 | 0,25 | 0,40 | .12..EGG |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .06..EGG | 0.20 | 0.46 | 0.70 | 0.14 | 0.33 | 0.50 | 0.11 | 0.25 | 0.38 | 0.09 | 0.22 | 0.33 | 0.08 | 0.20 | 0.30 | .06..EGG |
| .08..EGG | 0.20 | 0.53 | 0.82 | 0.14 | 0.38 | 0.59 | 0.11 | 0.29 | 0.44 | 0.09 | 0.25 | 0.39 | 0.08 | 0.23 | 0.35 | .08..EGG |
| .12..EGG | 0.20 | 0.59 | 0.92 | 0.14 | 0.43 | 0.66 | 0.11 | 0.32 | 0.50 | 0.09 | 0.28 | 0.43 | 0.08 | 0.25 | 0.40 | .12..EGG |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| malzeme tipi | Katalog numarası | kesme koşulları vc (m/dak) | n (DEVİR) | ilerleme/diş (mm) | |
| malzeme tipi | Katalog numarası | kesme koşulları vc (m/dak) | ilerleme/diş (mm) | Vs* | |
| Şekil 1 | |||||
| Şekil 1 | |||||
| Şekil 1 | |||||
| Şekil 2 | |||||
| Aşırı ses ve titreşim nedeniyle önerilmez | |||||
| Şekil 1, 2, 3 | |||||
| Şekil 1, 2, 3 | |||||
| Şekil 1, 2, 3 | |||||
| Şekil 2,3 | |||||
| Şekil 3 | |||||
Recommended Starting Speeds [m/min]
| Malzeme grubu | KC110M | KC505M | KC730M | KC735M | |||||||||
| P | 1 | – | – | – | – | – | – | 130 | 120 | 100 | 160 | 140 | 130 |
| 2 | – | – | – | – | – | – | 120 | 110 | 105 | 140 | 130 | 120 | |
| 3 | – | – | – | – | – | – | 110 | 100 | 90 | 130 | 120 | 110 | |
| 4 | – | – | – | – | – | – | 100 | 90 | 80 | 120 | 110 | 100 | |
| 5 | – | – | – | – | – | – | 90 | 80 | 75 | 110 | 90 | 80 | |
| 6 | – | – | – | – | – | – | 80 | 75 | 70 | 90 | 80 | 70 | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 130 | 120 | 115 | 150 | 140 | 120 | – | – | – | – | – | – |
| 2 | 115 | 105 | 100 | 140 | 120 | 105 | – | – | – | – | – | – | |
| 3 | 100 | 90 | 80 | 105 | 95 | 80 | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC110M | KC505M | KC730M | KC735M | |||||||||
| P | 1 | – | – | – | – | – | – | 420 | 400 | 330 | 490 | 460 | 430 |
| 2 | – | – | – | – | – | – | 400 | 360 | 340 | 460 | 430 | 390 | |
| 3 | – | – | – | – | – | – | 360 | 330 | 300 | 430 | 390 | 360 | |
| 4 | – | – | – | – | – | – | 330 | 300 | 270 | 390 | 360 | 330 | |
| 5 | – | – | – | – | – | – | 300 | 270 | 250 | 360 | 290 | 260 | |
| 6 | – | – | – | – | – | – | 270 | 250 | 235 | 290 | 260 | 230 | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 425 | 400 | 375 | 490 | 460 | 390 | – | – | – | – | – | – |
| 2 | 375 | 350 | 325 | 460 | 390 | 340 | – | – | – | – | – | – | |
| 3 | 330 | 295 | 260 | 340 | 310 | 260 | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – |