Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraisage indexable
- /
- Fraises à surfacer
- /
- Mill 16
- /
- Mill 16 • Fraises à serrage par vis • Métrique
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

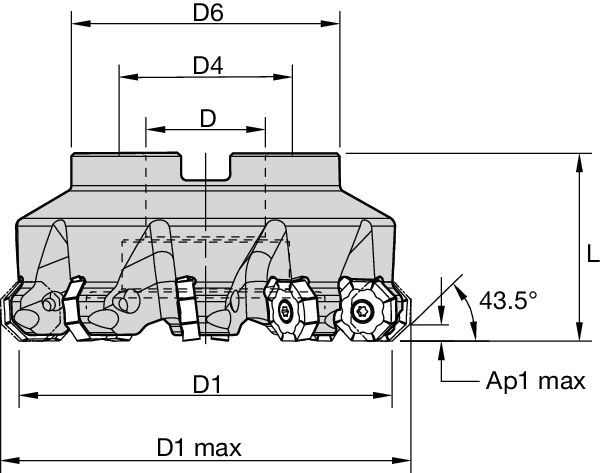
Mill 16 • Fraises à serrage par vis • Métrique
Fraises à tenon
Features and benefits
- Booster de performances dans l'usinage de la fonte.
- Plaquettes à 16 arêtes de coupe.
Uses and application
Surfaçage
Fraisage — Arrosage interne
Fraisage — 3 tailles
Guide de sélection des plaquettes
| Groupe Matières | Travaux légers | Applications générales | Travaux lourds | |||
| – | (géomètrie légère) | (géomètrie solide) | ||||
| – | résistance à l’usure |  | ténacité | |||
| – | Géométrie | Nuance | Géométrie | Nuance | Géométrie | Nuance |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..LE | KC514M | .S..GP | KC514M | .S..HB | KC514M |
| K3 | .E..LE | KCK20 | .S..GP | KCK20 | .S..HB | KCK15 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Avances de départ recommandées [mm]
| Géométrie de plaquette | Avance par dent de départ recommandée (Fz) en relation avec le % de l'Engagement Radial (ae) | Géométrie de plaquette | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| .E..LE | 0,23 | 0,66 | 1,16 | 0,17 | 0,47 | 0,83 | 0,13 | 0,35 | 0,62 | 0,11 | 0,31 | 0,54 | 0,10 | 0,28 | 0,49 | .E..LE |
| .S..GP | 0,33 | 0,74 | 1,26 | 0,24 | 0,53 | 0,90 | 0,18 | 0,40 | 0,67 | 0,16 | 0,35 | 0,59 | 0,14 | 0,32 | 0,54 | .S..GP |
| .S..HB | 0,33 | 0,84 | 1,35 | 0,24 | 0,60 | 0,97 | 0,18 | 0,45 | 0,72 | 0,16 | 0,39 | 0,63 | 0,14 | 0,36 | 0,57 | .S..HB |
| Travaux légers | Applications générales | Travaux lourds |
Recommended Starting Feeds [IPT]
| Géométrie de plaquette | Avance par dent de départ recommandée (Fz) en relation avec le % de l'Engagement Radial (ae) | Géométrie de plaquette | ||||||||||||||
| 5% | 10% | 20% | 30% | 40 | ||||||||||||
| .E..LE | .009 | .026 | .046 | .007 | .019 | .033 | .005 | .014 | .025 | .004 | .012 | .022 | .004 | .011 | .020 | .E..LE |
| .S..GP | .013 | .029 | .049 | .009 | .021 | .035 | .007 | .016 | .026 | .006 | .014 | .023 | .006 | .012 | .021 | .S..GP |
| .S..HB | .013 | .033 | .053 | .009 | .024 | .038 | .007 | .018 | .028 | .006 | .015 | .025 | .006 | .014 | .023 | .S..HB |
| Travaux légers | Applications générales | Travaux lourds |
Vitesses de départ recommandées [m/mn]
| Groupe Matières | KC514M | KCK15 | KCK20 | KCPK30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 290 | 190 | 135 | 330 | 220 | 150 | 330 | 220 | 150 | 295 | 265 | 240 |
| 2 | 225 | 160 | 115 | 250 | 180 | 125 | 250 | 180 | 125 | 235 | 210 | 190 | |
| 3 | 190 | 135 | 110 | 220 | 150 | 120 | 220 | 150 | 120 | 195 | 175 | 160 | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
Recommended Starting Speeds [SFM]
| Groupe Matières | KC514M | KCK15 | KCK20 | KCPK30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 955 | 625 | 495 | 1085 | 725 | 495 | 1085 | 725 | 495 | 970 | 870 | 785 |
| 2 | 745 | 525 | 410 | 820 | 595 | 410 | 820 | 595 | 410 | 770 | 690 | 625 | |
| 3 | 625 | 445 | 395 | 725 | 495 | 395 | 725 | 495 | 395 | 640 | 575 | 525 | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |