Product Similar To: [Product Name]

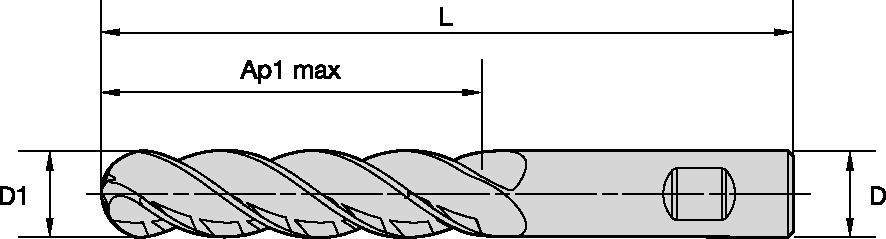
HARVI™ I TE • Ball Nose • 4 Flutes • Long • Weldon® Shank • Inch
HARVI™ I TE Four Flute End Mill for Roughing and Finishing Covering the Broadest Range of Applications and Materials
Features and benefits
- Versatile solid carbide end mill for steels, stainless steel, cast iron, and high temperature alloys.
- HARVI™ I TE solid carbide end mills cover a variety of operations, including dynamic milling, and extreme ramping operations.
- HARVI™ I TE solid carbide end mills stand for maximum metal removal, maximum productivity, maximum benefit.
- HARVI™ I TE solid carbide end mills feature asymmetrical divided flutes, variable helix, twisted end face, faceted eccentric relief, and chip gashes within the flutes.
- Centre cutting for plunging and ramping operations.
Uses and application
Drilling
Trochoidal Milling
Slotting: Square End
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Side Milling/Shoulder Milling: Roughing