Product Similar To: [Product Name]

KenDrill™ Deep HPR • 30 x D • Internal Coolant • Straight Shank • Metric
Solid Carbide Deep Hole Drill for Cast Iron and Steels
Features and benefits
- Proven performance with our HPR drills geometry, featuring our heat and wear resistant KCK10A grade.
- High productivity with speed four times faster than conventional drills.
- Longer tool life in steel and iron compared to competitors.
- Bottom-line savings from increased metal removal rate.
Uses and application
Drilling
Drilling: Inclined Exit
Drilling: Stacked Plates
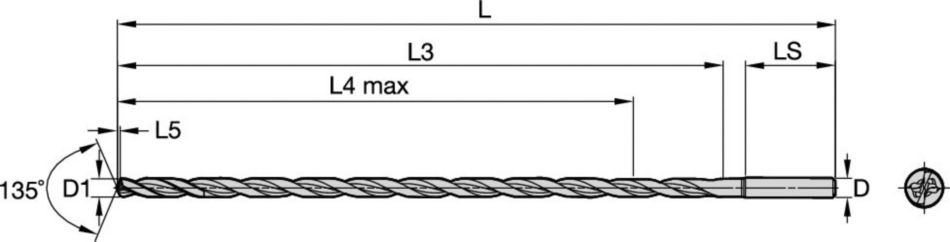
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling