When Should a Cobalt Drill Bit be Used?
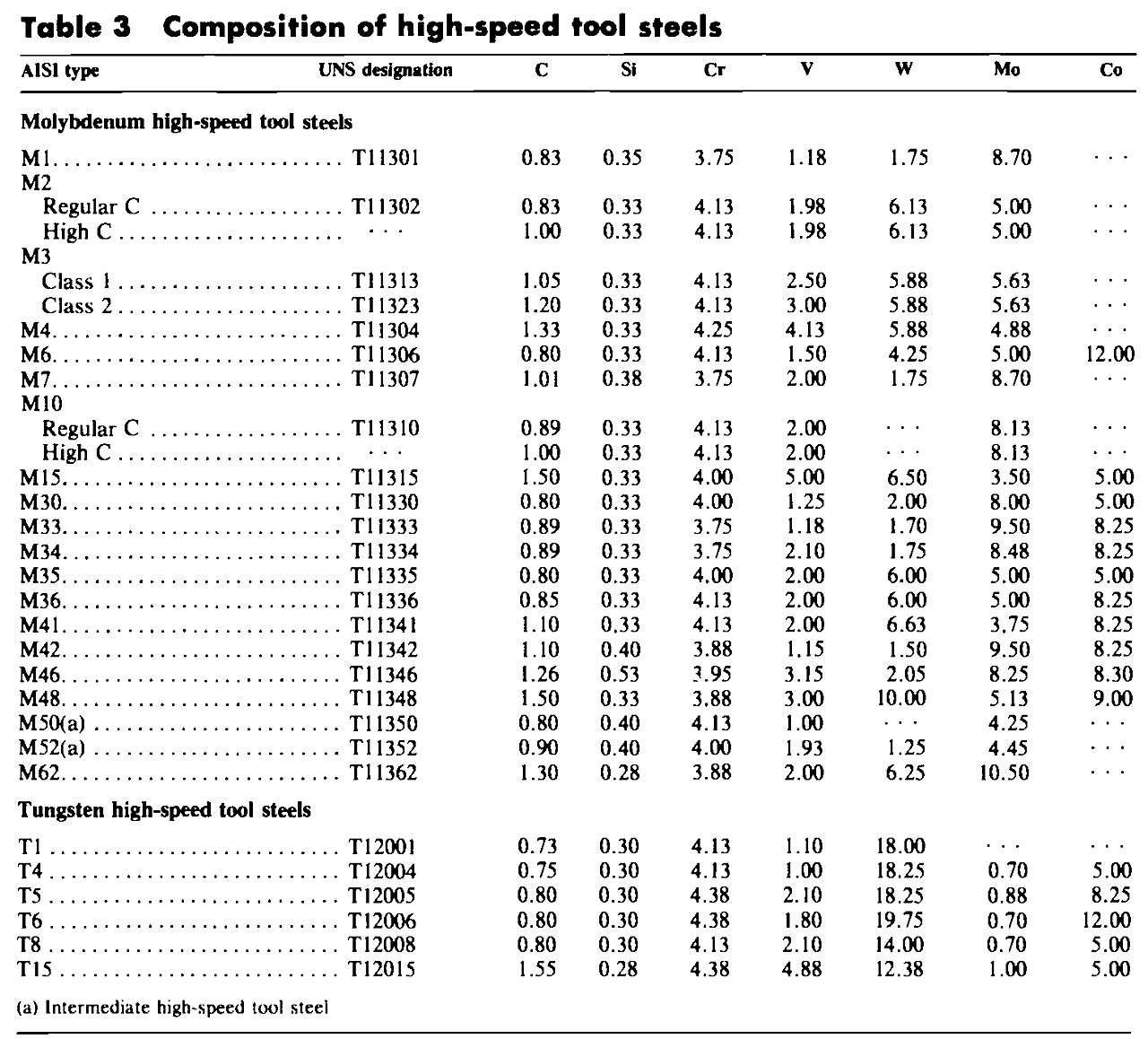
Compared to regular M2 tool steel, M35 and M42 are indeed super. Where "regular" M2 HSS comes in at a hardness of around 62 HRC, M35 starts at 65 HRC and M42 measures 67 or so. That doesn't seem like much difference, but together with cobalt's greater heat resistance, it supports higher cutting speeds—depending on the brand and whether the drill is coated, this might mean 50% faster spindle RPM and commensurately higher feedrates. Either way, be sure to follow the cutting tool manufacturer's recommendations.
This last point is important, since all cutting tools, whether they are HSS, cobalt, or tungsten carbide (more on this shortly), benefit from coating, be it TiN (titanium nitride), TiAlN (titanium aluminum nitride), or one of the other many tool coatings available on the market today. It’s also important to note that, despite what some websites suggest, there’s no such thing as a titanium drill bit (only drill bits coated with one or more of the thin film materials just mentioned).
As to the question “when should a cobalt drill bit be used," the answer is straightforward: anywhere you would use an HSS drill. Cobalt, however, will in most cases last longer than its less wear and heat-resistant cousin, and as we've seen, run much faster besides. The only caveat is that cobalt drills, due to their greater hardness, are more brittle than HSS. The user must therefore take extra care to align them properly and avoid the radial tool pressures that might occur when drilling into intersecting holes (hydraulic manifolds, for example) and angled surfaces.