Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Kennametal à votre service
Support Clients
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Kennametal à votre service
Support Clients
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- GOmill GP • 4CH..DK-DL • 4 Goujures • Métrique
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.



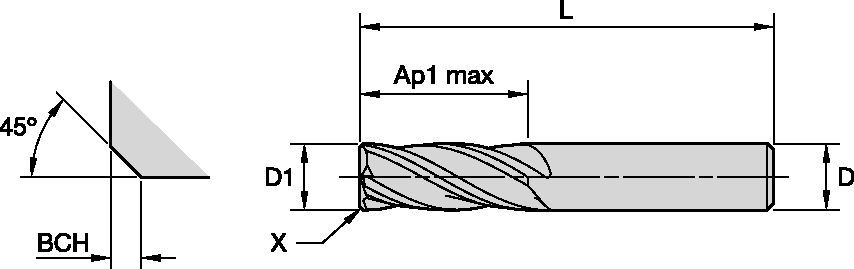
GOmill GP • 4CH..DK-DL • 4 Goujures • Métrique
GOmill GP • 4CH..DK-DL • Courte • Standard
Features and benefits
- Coupe au centre.
Uses and application
Ramping : Ébauche
Rainurage : Bout plat
Fraisage de côté/avec épaulement : Bout plat
DIN 6527
Dimensions de l'outil : Configuration des goujures : 4
Angle d'hélice : 30°
Style de bec : Chanfrein de bec
| Parmak freze toleransları | |||
| D1 | Tolerans e8 | D | Tolerans h6 + / - |
| ≤ 3 | -0,014 / -0,028 | ≤ 3 | +0 / -0,006 |
| -0,020 / -0,038 | +0 / -0,008 | ||
| -0,025 / -0,047 | +0 / -0,009 | ||
| -0,032 / -0,059 | +0 / -0,011 | ||
| -0,040 / -0,073 | +0 / -0,013 | ||
 |  |  | ||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | ||||||||||||||||||
| A | B | Kesme hızı; | D1 | |||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 1000 | fz | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,016 | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 750 | fz | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | ||
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
 |  |  | |||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | |||||||||||||||||
| A | B | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |