Product Similar To: [Product Name]
KenDrill™ TF • 5 x D • Internal Coolant • Straight Shank • Inch
Solid Carbide Drill for Titanium and Titanium Alloys
Features and benefits
- TF drills with through coolant for titanium materials.
- Material-specific SC drill with three cutting edges for higher feed rates than with two-edged drills.
- Three spacious flutes for rapid chip evacuation.
- Three-margin lands deliver better hole quality and straightness than two-flute drills.
- Through-coolant design for improved chip evacuation enables deeper holes and more effective cooling of the cutting edges and longer tool life.
- K715 fine-grained carbide grade is the optimum combination of toughness and wear resistance for titanium drilling applications.
Uses and application
Drilling
Drilling: Inclined Exit
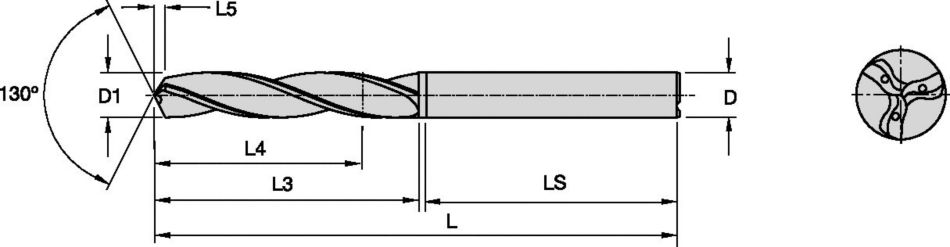
Tool Dimensions: 3flute/3margin/coolant
Drilling - Through Coolant
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling



