KVNS - Very Narrow Slotting Cutters - .063" - Inch 1247701 - Kennametal






 Scanalatura: Lato con dimensioni AE/AP
Scanalatura: Lato con dimensioni AE/APDownloaded file will be available after import in the {{cadTool}} tool library.
| Material Number | 1247701 |
| ISO Catalog ID | KVNS02087OD |
| ANSI Catalog ID | KVNS02087OD |
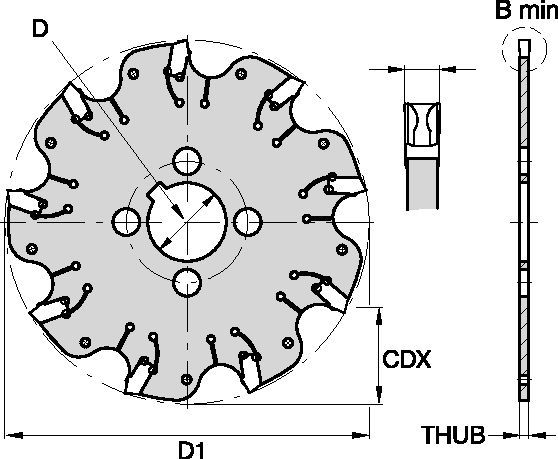
| [BM] Larghezza minima di taglio | 2.261 mm |
| [BM] Larghezza minima di taglio | 0.089 in |
| [D1] Diametro di taglio effettivo | 63.5 mm |
| [D1] Diametro di taglio effettivo | 2.5 in |
| [CDX] Massima profondità di taglio radiale | 15.875 mm |
| [CDX] Massima profondità di taglio radiale | 0.625 in |
| [D] Dia adattatore / stelo / foro | 15.875 mm |
| [D] Dia adattatore / stelo / foro | 0.625 in |
| [THUB] Spessore mozzo | 1.8 mm |
| [THUB] Spessore mozzo | 0.0709 in |
| Numero di inserti | 5 |
| Inserto di riferimento | OD_2087__ |
| Max giri/min | 5100 |
Scanalatura: Lato con dimensioni AE/APCrea una soluzione per calcolare avanzamenti e velocità
Dopo aver creato una soluzione, basta scegliere l'icona Avanzamento e Velocità e il nostro sistema fornirà dei suggerimenti. Puoi personalizzare le informazioni aggiungendo la tua macchina e le specifiche o apportare delle modifiche utilizzando i cursori.
| KVNS™ A2™ Series • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Geometria dell'inserto | Avanzamento per dente programmato (fz) in base alla % della profondità di taglio radiale (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .S..GD | 0,23 | 0,46 | 0,71 | 0,17 | 0,33 | 0,51 | 0,13 | 0,25 | 0,38 | 0,11 | 0,22 | 0,33 | 0,10 | 0,20 | 0,30 |
| .S..GB | 0,23 | 0,46 | 0,74 | 0,17 | 0,33 | 0,54 | 0,13 | 0,25 | 0,40 | 0,11 | 0,22 | 0,35 | 0,10 | 0,20 | 0,32 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
| KVNS™ A2™ Series • Recommended Starting Feeds [IPT] | |||||||||||||||
| Geometria dell'inserto | Avanzamento per dente programmato (fz) in base alla % della profondità di taglio radiale (ae) | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| .S..GD | 0.009 | 0.017 | 0.026 | 0.007 | 0.013 | 0.019 | 0.005 | 0.009 | 0.014 | 0.004 | 0.008 | 0.012 | 0.004 | 0.008 | 0.011 |
| .S..GB | 0.009 | 0.017 | 0.028 | 0.007 | 0.013 | 0.020 | 0.005 | 0.009 | 0.015 | 0.004 | 0.008 | 0.013 | 0.004 | 0.008 | 0.012 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
| KVNS™ A2™ Series • Recommended Starting Speed [m/min] | |||||||
| Qualità | KCPK30 | KMF | |||||
| Spessore truciolo hex mm | Min | Max | Min | Max | |||
| Gruppo materiali | Max | Valore Iniziale | Min | Max | Valore Iniziale | Min | |
| P | 1 | 455 | 395 | 370 | – | – | – |
| 2 | 280 | 255 | 230 | – | – | – | |
| 3 | 255 | 230 | 205 | – | – | – | |
| 4 | 225 | 185 | 160 | – | – | – | |
| 5 | 190 | 170 | 150 | – | – | – | |
| 6 | 160 | 135 | 110 | – | – | – | |
| M | 1 | 205 | 185 | 155 | – | – | – |
| 2 | 185 | 160 | 140 | – | – | – | |
| 3 | 145 | 130 | 115 | – | – | – | |
| K | 1 | 295 | 265 | 240 | – | – | – |
| 2 | 235 | 210 | 190 | – | – | – | |
| 3 | 195 | 175 | 160 | – | – | – | |
| N | 1 | – | – | – | 335 | 298 | 271 |
| 2 | – | – | – | 335 | 298 | 271 | |
| 3 | – | – | – | 219 | 198 | 170 | |
| S | 1 | – | – | – | 30 | 24 | 20 |
| 2 | – | – | – | 30 | 24 | 20 | |
| 3 | – | – | – | 30 | 24 | 20 | |
| 4 | 50 | 45 | 35 | 24 | 24 | 24 | |
| H | 1 | – | – | – | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||
| KVNS™ A2™ Series • Recommended Starting Speed [SFM] | |||||||
| Qualità | KCPK30 | KMF | |||||
| Chip Thickness hex Inch | Min | Max | Min | Max | |||
| Gruppo materiali | Max | Valore Iniziale | Min | Max | Valore Iniziale | Min | |
| P | 1 | 1495 | 1295 | 1215 | – | – | – |
| 2 | 920 | 835 | 755 | – | – | – | |
| 3 | 835 | 755 | 675 | – | – | – | |
| 4 | 740 | 605 | 525 | – | – | – | |
| 5 | 625 | 560 | 490 | – | – | – | |
| 6 | 525 | 445 | 360 | – | – | – | |
| M | 1 | 675 | 605 | 510 | – | – | – |
| 2 | 605 | 525 | 460 | – | – | – | |
| 3 | 475 | 425 | 375 | – | – | – | |
| K | 1 | 970 | 870 | 785 | – | – | – |
| 2 | 770 | 690 | 625 | – | – | – | |
| 3 | 640 | 575 | 525 | – | – | – | |
| N | 1 | – | – | – | 1100 | 980 | 890 |
| 2 | – | – | – | 1100 | 980 | 890 | |
| 3 | – | – | – | 720 | 650 | 560 | |
| S | 1 | – | – | – | 100 | 80 | 65 |
| 2 | – | – | – | 100 | 80 | 65 | |
| 3 | – | – | – | 100 | 80 | 65 | |
| 4 | 165 | 150 | 115 | 80 | 80 | 80 | |
| H | 1 | – | – | – | – | – | – |
| Recommended Starting Speed are pointing to 90° Shoulder Milling . Starting Speed for Face and Copy Milling can be Increased by 20 %. As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | |||||||
| KVNS™ A2™ Slotting Cutters • Insert Selection Guide | ||||||
| Gruppo materiali | Lavorazione leggera | Uso generico | Lavorazione pesante | |||
| – | (Geometria leggera) | (Geometria robusta) | ||||
| – | resistenza all’usura |  | tenacità | |||
| – | Geometria | Qualità | Geometria | Qualità | Geometria | Qualità |
| P1-P2 | .S..GD | KCPK30 | .S..GD | KCPK30 | .S..GB | KCPK30 |
| P3-P4 | .S..GD | KCPK30 | .S..GD | KCPK30 | .S..GB | KCPK30 |
| P5-P6 | .S..GD | KCPK30 | .S..GB | KCPK30 | .S..GB | KCPK30 |
| M1-M2 | .S..GD | KCPK30 | .S..GD | KCPK30 | .S..GB | KCPK30 |
| M3 | .S..GD | KCPK30 | .S..GB | KCPK30 | .S..GB | KCPK30 |
| K1-K2 | .S..GD | KCPK30 | .S..GD | KCPK30 | .S..GB | KCPK30 |
| K3 | .S..GD | KCPK30 | .S..GD | KCPK30 | .S..GB | KCPK30 |
| N1-N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1-S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
I have read and accepted the Terms & Conditions of use
ISO Catalogo
ANSI Catalogo
to find similar products.Please select a file to download
Models
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalogo | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?