
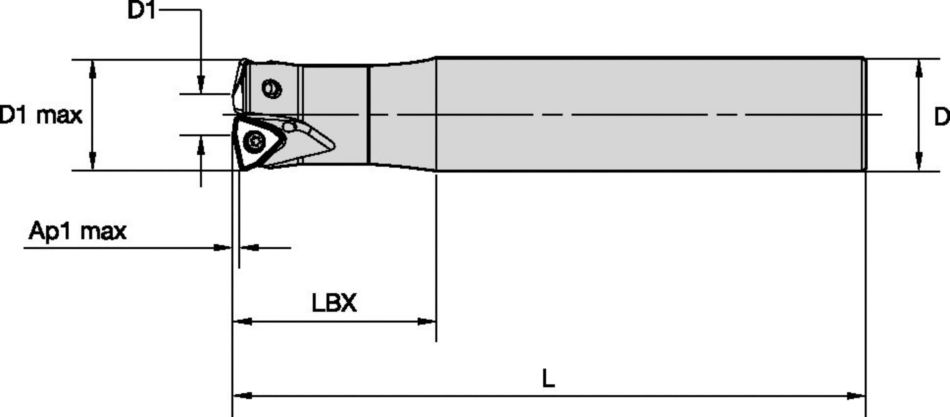
Fraise à queue KF2X 90° • WOEJ09... • Métrique
Fraises à queue • WOEJ09...
Features and benefits
- Nette amélioration du débit-copeau avec les dernières stratégies de fraisage.
- Conçue pour des vitesses d'avance allant jusqu'à 2,5mm.
- Idéales pour l'usinage de poches, le ramping et l'interpolation hélicoïdale. Capacité de plongée selon l'axe Z.
- Premier choix pour les empreintes profondes ou à partir de 3 x D.
Uses and application
Surfaçage
Fraisage hélicoïdal
Fraisage en plongée
Ramping : Ébauche
Rainurage : Bout hémisphérique
Fraisage de côté/avec épaulement : Bout hémisphérique
Profilage 3D
Queue — Cylindrique Classique
Fraisage — Arrosage interne
Usinage de poches
