Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Holemaking
- /
- Solid Carbide Drills
- /
- PCD Drills • Aluminum Machining
- /
- KenDrill™ TXD • 5 x D • Straight Fluted • Internal Coolant • Straight Shank • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


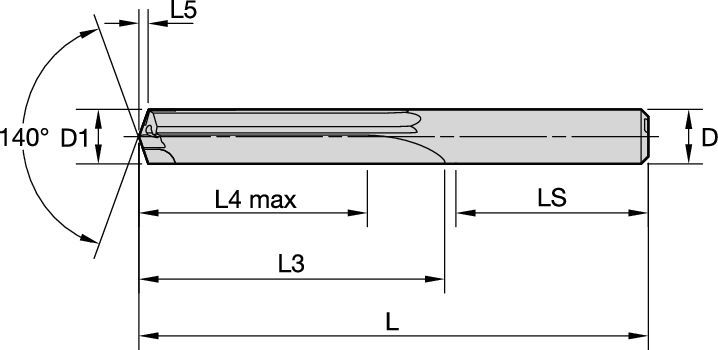
KenDrill™ TXD • 5 x D • Straight Fluted • Internal Coolant • Straight Shank • Inch
Solid Carbide Drill with PCD tip for Close Tolerances in Non-Ferrous Materials
Uses and application
Drilling
Corner Style: Corner Chamfer
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| 1–3 | 0,002/0,012 | 0,000/-0,006 |
| 3–6 | 0,004/0,016 | 0,000/-0,008 |
| 6–10 | 0,006/0,021 | 0,000/-0,009 |
| 10–18 | 0,007/0,025 | 0,000/-0,011 |
| 18–25,4 | 0,008/0,029 | 0,000/-0,013 |
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| .0394–.1181 | .0001/.0005 | .0000/-.0002 |
| .0002/.0006 | .0000/-.0003 | |
| .0002/.0008 | .0000/-.0004 | |
| .0003/.0010 | .0000/-.0004 | |
| .0003/.0011 | .0000/-.0005 |
| Material |  |  | |||||||||
| Cutting Speed | Inch | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||
| Min | Starting Value | Max | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| N | 1 | 490 | 980 | 1970 | IPR | .004–.007 | .005–.008 | .006–.009 | .006–.009 | .007–.010 | .008–.011 |
| 2 | 490 | 820 | 1640 | IPR | .005–008 | .006–.009 | .006–.009 | .007–.010 | .008–.011 | .009–.012 | |
| 3 | 490 | 490 | 1310 | IPR | .004–.007 | .005–.008 | .006–.009 | .006–.009 | .007–.010 | .008–.011 | |
| 4 | 330 | 560 | 820 | IPR | .004–.007 | .005–.008 | .006–.009 | .006–.009 | .007–.010 | .008–.011 | |
| Material | |  | |||||||||
| Cutting Speed | Metric | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| N | 1 | 150 | 300 | 600 | mm/r | 0,10–0,18 | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 |
| 2 | 150 | 250 | 500 | mm/r | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 | 0,22–0,30 | |
| 3 | 150 | 150 | 400 | mm/r | 0,10–0,18 | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 | |
| 4 | 100 | 170 | 250 | mm/r | 0,10–0,18 | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 | |
| Material | | | |||||||||
| Cutting Speed | Metric | ||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||
| Min | Starting Value | Max | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| N | 1 | 150 | 300 | 600 | mm/r | 0,10–0,18 | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 |
| 2 | 150 | 250 | 500 | mm/r | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 | 0,22–0,30 | |
| 3 | 150 | 150 | 400 | mm/r | 0,10–0,18 | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 | |
| 4 | 100 | 170 | 250 | mm/r | 0,10–0,18 | 0,12–0,20 | 0,14–0,22 | 0,16–0,24 | 0,18–0,26 | 0,20–0,28 | |