List Price
/each
Discount
Your Price
/each
Sold in pkg. of 0Adjusted to meet the minimum package size.
Minimum qty: 0Adjusted to meet the minimum quantity requirement.
In StockThis item is no longer availableLonger Delivery




 Drilling
Drilling Drilling: Inclined Exit
Drilling: Inclined Exit Drilling: Stacked Plates
Drilling: Stacked Plates Tool Dimensions: 2flute/4margin/no cool
Tool Dimensions: 2flute/4margin/no cool DIN number 6535
DIN number 6535 DIN number 6537
DIN number 6537 Drilling - No Coolant
Drilling - No Coolant Flood Coolant: Drilling
Flood Coolant: Drilling Shank - Cylindrical Whistle Notch 2°
Shank - Cylindrical Whistle Notch 2° Helix Angle: 30°
Helix Angle: 30° Drilling: Cross-Hole Drilling
Drilling: Cross-Hole DrillingDownloaded file will be available after import in the {{cadTool}} tool library.
| Material Number | 1913679 |
| ISO Catalog ID | B966F10000 |
| ANSI Catalog ID | B966F10000 |
| Grade | KCU15 |
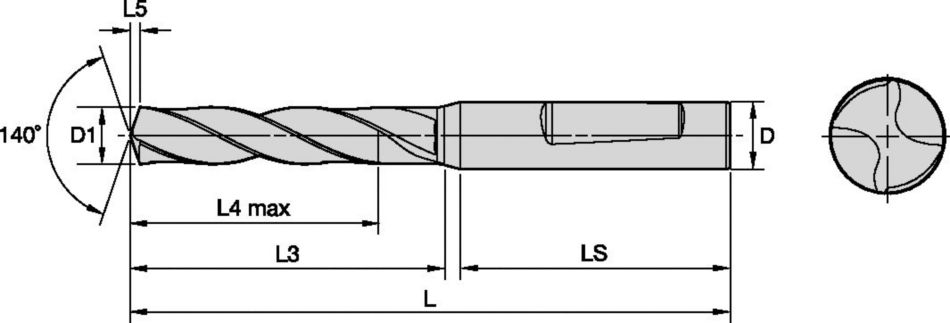
| [D1] Drill Diameter M | 10 mm |
| [D1] Drill Diameter M | .3937 in |
| [L] Overall Length | 89 mm |
| [L] Overall Length | 3.503 in |
| [L3] Flute Length | 47 mm |
| [L3] Flute Length | 1.85 in |
| [L4] Maximum Drilling Depth | 35 mm |
| [L4] Maximum Drilling Depth | 1.378 in |
| [L5] Drill Point Length | 1.707 mm |
| [L5] Drill Point Length | .0672 in |
| [LS] Shank Length | 40 mm |
| [LS] Shank Length | 1.574 in |
| [D] Adapter / Shank / Bore Diameter | 10 mm |
| [D] Adapter / Shank / Bore Diameter | .3937 in |
DrillingDrilling: Inclined ExitDrilling: Stacked PlatesTool Dimensions: 2flute/4margin/no coolDIN number 6535DIN number 6537Drilling - No CoolantFlood Coolant: DrillingShank - Cylindrical Whistle Notch 2°Helix Angle: 30°Drilling: Cross-Hole DrillingCreate Solution to calculate Feeds and Speeds
After creating a solution just choose the Feeds & Speeds icon and our system will provide recommendations. You can customize the information by adding your machine and specifications or make adjustments using the sliders.
| Tolerance • Inch | ||
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| .0002/.0006 | .0000/-.0003 | |
| .0002/.0008 | .0000/-.0004 | |
| .0003/.0010 | .0000/-.0004 | |
| .0003/.0011 | .0000/-.0005 | |
| Tolerance • Metric | ||
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| 0,004/0,016 | 0,000/-0,008 | |
| 0,006/0,021 | 0,000/-0,009 | |
| 0,007/0,025 | 0,000/-0,011 | |
| 0,008/0,029 | 0,000/-0,013 | |
| mm | SHORT* | LONG* | EXTRA LONG** | |||||||||
| Ø | DIN 6535 | ~3 x D | ~5 x D | ~8 x D | ||||||||
| D1 min | D1 max | D | LS min | L | L3 | L4 | L | L3 | L4 | L | L3 | L4 |
| 1,000 | 1,400 | 4 | 28 | 58 | 7 | 5 | 58 | 9 | 6 | 58 | 12 | 10 |
| 1,401 | 1,900 | 4 | 28 | 58 | 9 | 6 | 58 | 12 | 9 | 58 | 18 | 15 |
| 1,901 | 2,300 | 4 | 28 | 58 | 13 | 9 | 58 | 18 | 14 | 66 | 26 | 22 |
| 2,301 | 2,990 | 4 | 28 | 58 | 17 | 12 | 58 | 22 | 17 | 66 | 30 | 25 |
| 3,000 | 3,750 | 6 | 36 | 62 | 20 | 14 | 66 | 28 | 23 | 78 | 40 | 33 |
| 3,751 | 4,750 | 6 | 36 | 66 | 24 | 17 | 74 | 36 | 29 | 87 | 49 | 41 |
| 4,751 | 6,000 | 6 | 36 | 66 | 28 | 20 | 82 | 44 | 35 | 94 | 56 | 48 |
| 6,001 | 7,000 | 8 | 36 | 79 | 34 | 24 | 91 | 53 | 43 | 105 | 67 | 57 |
| 7,001 | 8,000 | 8 | 36 | 79 | 41 | 29 | 91 | 53 | 43 | 110 | 72 | 61 |
| 8,001 | 10,000 | 10 | 40 | 89 | 47 | 35 | 103 | 61 | 49 | 122 | 80 | 68 |
| 10,001 | 12,000 | 12 | 45 | 102 | 55 | 40 | 118 | 71 | 56 | 141 | 94 | 79 |
| 12,001 | 14,000 | 14 | 45 | 107 | 60 | 43 | 124 | 77 | 60 | 155 | 108 | 91 |
| 14,001 | 16,000 | 16 | 48 | 115 | 65 | 45 | 133 | 83 | 63 | 171 | 121 | 101 |
| 16,001 | 18,000 | 18 | 48 | 123 | 73 | 51 | 143 | 93 | 71 | 185 | 135 | 113 |
| 18,001 | 20,000 | 20 | 50 | 131 | 79 | 55 | 153 | 101 | 77 | 200 | 148 | 124 |
| 20,001 | 22,000 | 20 | 50 | 141 | 86 | 60 | 167 | 112 | 85 | 217 | 162 | 136 |
| 22,001 | 25,000 | 25 | 56 | 153 | 95 | 65 | 184 | 126 | 98 | 238 | 180 | 150 |
| * D1 20mm to DIN 6537K | ||||||||||||
| * D1 | ||||||||||||
| ** to factory standard | ||||||||||||
| Material | Cutting Speed | Metric | |||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 70 | 90 | 115 | mm/r | 0,05–0,11 | 0,08–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,19–0,36 | 0,24–0,46 |
| 1 | 60 | 70 | 100 | mm/r | 0,06–0,13 | 0,09–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,22–0,42 | 0,28–0,54 | |
| 2 | 80 | 90 | 100 | mm/r | 0,06–0,13 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,24–0,42 | 0,31–0,53 | |
| 3 | 50 | 70 | 90 | mm/r | 0,07–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,26–0,47 | 0,34–0,59 | |
| 4 | 50 | 70 | 100 | mm/r | 0,06–0,15 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,23–0,47 | 0,29–0,59 | |
| 5 | 40 | 50 | 70 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,16–0,26 | 0,18–0,28 | 0,22–0,36 | 0,26–0,42 | |
| 6 | 30 | 40 | 60 | mm/r | 0,05–0,07 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | |
| 3 | 30 | 40 | 50 | mm/r | 0,04–0,07 | 0,06–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| K | 1 | 80 | 120 | 160 | mm/r | 0,11–0,22 | 0,12–0,24 | 0,16–0,31 | 0,20–0,38 | 0,23–0,44 | 0,25–0,49 | 0,31–0,60 | 0,38–0,74 |
| 2 | 80 | 100 | 130 | mm/r | 0,10–0,17 | 0,12–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 70 | 80 | 100 | mm/r | 0,07–0,15 | 0,09–0,19 | 0,12–0,25 | 0,14–0,30 | 0,17–0,35 | 0,19–0,40 | 0,25–0,48 | 0,30–0,60 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 220 | 270 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 180 | 225 | mm/r | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 90 | 130 | 270 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
| Material | Cutting Speed | Inch | |||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 230 | 300 | 380 | IPR | .002–.004 | .003–.005 | .004–.007 | .004–.009 | .005–.010 | .006–.012 | .007–.014 | .009–.018 |
| 1 | 200 | 230 | 330 | IPR | .002–.005 | .004–.006 | .004–.009 | .005–.010 | .006–.012 | .007–.014 | .009–.017 | .011–.021 | |
| 2 | 260 | 300 | 330 | IPR | .002–.005 | .003–.006 | .005–.009 | .006–.010 | .007–.012 | .008–.014 | .009–.017 | .012–.021 | |
| 3 | 160 | 230 | 300 | IPR | .003–.006 | .004–.007 | .005–.009 | .006–.011 | .008–.013 | .009–.015 | .010–.019 | .013–.023 | |
| 4 | 160 | 230 | 330 | IPR | .002–.006 | .003–.007 | .005–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.019 | .011–.023 | |
| 5 | 130 | 160 | 230 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.009 | .006–.010 | .007–.011 | .009–.014 | .010–.017 | |
| 6 | 100 | 130 | 200 | IPR | .002–.003 | .002–.004 | .003–.006 | .004–.007 | .005–.009 | .006–.009 | .007–.013 | .009–.016 | |
| M | 1 | 100 | 130 | 160 | IPR | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 |
| 2 | 130 | 160 | 200 | IPR | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | |
| 3 | 100 | 130 | 160 | IPR | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 | |
| K | 1 | 260 | 390 | 520 | IPR | .004–.009 | .005–.009 | .006–.012 | .008–.015 | .009–.017 | .010–.019 | .012–.024 | .015–.029 |
| 2 | 260 | 330 | 430 | IPR | .004–.007 | .005–.008 | .006–.010 | .008–.012 | .009–.014 | .010–.016 | .012–.019 | .015–.024 | |
| 3 | 230 | 260 | 330 | IPR | .003–.006 | .004–.008 | .005–.010 | .006–.012 | .007–.014 | .008–.016 | .010–.019 | .012–.024 | |
| N | 1 | 300 | 750 | 890 | IPR | .003–.006 | .004–.006 | .005–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 300 | 720 | 890 | IPR | .003–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 740 | IPR | .005–.006 | .005–.006 | .006–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.017 | |
| 4 | 300 | 430 | 890 | IPR | .003–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| S | 1 | 30 | 70 | 100 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 |
| 2 | 30 | 70 | 100 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | |
| 3 | 50 | 80 | 110 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | |
| 4 | 70 | 100 | 130 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | |
| Material | Cutting Speed | Metric | |||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 70 | 90 | 115 | mm/r | 0,05–0,11 | 0,08–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,19–0,36 | 0,24–0,46 |
| 1 | 60 | 70 | 100 | mm/r | 0,06–0,13 | 0,09–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,22–0,42 | 0,28–0,54 | |
| 2 | 80 | 90 | 100 | mm/r | 0,06–0,13 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,24–0,42 | 0,31–0,53 | |
| 3 | 50 | 70 | 90 | mm/r | 0,07–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,26–0,47 | 0,34–0,59 | |
| 4 | 50 | 70 | 100 | mm/r | 0,06–0,15 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,23–0,47 | 0,29–0,59 | |
| 5 | 40 | 50 | 70 | mm/r | 0,06–0,12 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,16–0,26 | 0,18–0,28 | 0,22–0,36 | 0,26–0,42 | |
| 6 | 30 | 40 | 60 | mm/r | 0,05–0,07 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,12–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | |
| 3 | 30 | 40 | 50 | mm/r | 0,04–0,07 | 0,06–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| K | 1 | 80 | 120 | 160 | mm/r | 0,11–0,22 | 0,12–0,24 | 0,16–0,31 | 0,20–0,38 | 0,23–0,44 | 0,25–0,49 | 0,31–0,60 | 0,38–0,74 |
| 2 | 80 | 100 | 130 | mm/r | 0,10–0,17 | 0,12–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 70 | 80 | 100 | mm/r | 0,07–0,15 | 0,09–0,19 | 0,12–0,25 | 0,14–0,30 | 0,17–0,35 | 0,19–0,40 | 0,25–0,48 | 0,30–0,60 | |
| N | 1 | 90 | 230 | 270 | mm/r | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 220 | 270 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 180 | 225 | mm/r | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 90 | 130 | 270 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
| Material | Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 120 | 160 | mm/r | 0,04–0,10 | 0,06–0,12 | 0,07–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,19–0,36 | 0,24–0,46 |
| 1 | 70 | 100 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,22–0,42 | 0,28–0,54 | |
| 2 | 90 | 120 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,24–0,42 | 0,31–0,53 | |
| 3 | 60 | 80 | 100 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,26–0,47 | 0,34–0,59 | |
| 4 | 50 | 80 | 100 | mm/r | 0,06–0,13 | 0,07–0,15 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,23–0,47 | 0,29–0,59 | |
| 5 | 50 | 60 | 80 | mm/r | 0,06–0,12 | 0,08–0,13 | 0,10–0,15 | 0,12–0,19 | 0,16–0,24 | 0,20–0,27 | 0,24–0,30 | 0,28–0,38 | 0,32–0,44 | |
| 6 | 40 | 50 | 70 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,13–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,03–0,07 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | |
| 3 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| K | 1 | 90 | 130 | 170 | mm/r | 0,09–0,17 | 0,11–0,22 | 0,12–0,24 | 0,16–0,31 | 0,20–0,38 | 0,23–0,44 | 0,25–0,49 | 0,31–0,60 | 0,38–0,74 |
| 2 | 80 | 120 | 150 | mm/r | 0,11–0,15 | 0,12–0,16 | 0,13–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 70 | 90 | 110 | mm/r | 0,07–0,15 | 0,08–0,17 | 0,09–0,19 | 0,12–0,25 | 0,14–0,30 | 0,17–0,35 | 0,19–0,40 | 0,24–0,48 | 0,30–0,60 | |
| N | 1 | 90 | 230 | 315 | mm/r | 0,06–0,13 | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 225 | 270 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 180 | 270 | mm/r | 0,11–0,14 | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 90 | 135 | 180 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,01–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,02–0,04 | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
| Material | Cutting Speed | Inch | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 5/64 .078 | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 260 | 390 | 520 | IPR | .002-.004 | .002-.005 | .003-.005 | .004-.007 | .004-.009 | .005-.010 | .006-.012 | .007-.014 | .009-.018 |
| 1 | 230 | 330 | 460 | IPR | .002-.005 | .003-.006 | .003-.006 | .004-.009 | .005-.010 | .006-.012 | .007-.014 | .009-.017 | .011-.021 | |
| 2 | 300 | 390 | 460 | IPR | .002-.005 | .003-.006 | .003-.006 | .005-.009 | .006-.010 | .007-.012 | .008-.014 | .009-.017 | .012-.021 | |
| 3 | 200 | 260 | 330 | IPR | .002-.005 | .003-.006 | .004-.007 | .005-.009 | .006-.011 | .008-.013 | .009-.015 | .010-.019 | .013-.023 | |
| 4 | 160 | 260 | 330 | IPR | .002-.005 | .003-.006 | .003-.007 | .005-.009 | .006-.011 | .007-.013 | .008-.015 | .009-.019 | .011-.023 | |
| 5 | 160 | 200 | 260 | IPR | .002-.005 | .003-.005 | .004-.006 | .005-.008 | .006-.009 | .008-.011 | .009-.012 | .011-.015 | .013-.017 | |
| 6 | 130 | 160 | 230 | IPR | .002-.002 | .002-.003 | .002-.004 | .003-.006 | .004-.007 | .005-.009 | .006-.009 | .007-.013 | .009-.016 | |
| M | 1 | 100 | 130 | 160 | IPR | .001-.002 | .002-.003 | .002-.004 | .003-.004 | .004-.005 | .004-.006 | .005-.006 | .006-.007 | .006-.008 |
| 2 | 130 | 160 | 200 | IPR | .001-.003 | .002-.003 | .002-.004 | .003-.005 | .004-.006 | .004-.006 | .005-.007 | .006-.008 | .006-.009 | |
| 3 | 100 | 130 | 160 | IPR | .001-.002 | .002-.003 | .002-.004 | .003-.004 | .004-.005 | .004-.006 | .005-.006 | .006-.007 | .006-.008 | |
| K | 1 | 300 | 430 | 560 | IPR | .004-.007 | .004-.009 | .005-.009 | .006-.012 | .008-.015 | .009-.017 | .010-.019 | .012-.024 | .015-.029 |
| 2 | 260 | 390 | 490 | IPR | .004-.006 | .005-.006 | .005-.008 | .006-.010 | .008-.012 | .009-.014 | .010-.016 | .012-.019 | .015-.024 | |
| 3 | 230 | 300 | 360 | IPR | .003-.006 | .003-.007 | .004-.008 | .005-.010 | .006-.012 | .007-.014 | .008-.016 | .009-.019 | .012-.024 | |
| N | 1 | 300 | 750 | 1030 | IPR | .002-.005 | .003-.006 | .004-.006 | .005-.008 | .006-.009 | .008-.011 | .009-.013 | .011-.016 | .013-.019 |
| 2 | 300 | 740 | 890 | IPR | .002-.005 | .003-.006 | .004-.008 | .005-.009 | .006-.011 | .008-.013 | .009-.014 | .011-.017 | .013-.021 | |
| 3 | 300 | 590 | 890 | IPR | .004-.006 | .005-.006 | .005-.006 | .006-.008 | .006-.009 | .008-.011 | .009-.013 | .011-.016 | .013-.017 | |
| 4 | 300 | 440 | 590 | IPR | .002-.005 | .003-.006 | .000-.008 | .005-.009 | .006-.011 | .008-.013 | .009-.014 | .011-.016 | .013-.019 | |
| S | 1 | 30 | 70 | 100 | IPR | .001-.003 | .001-.003 | .002-.004 | .002-.004 | .003-.005 | .004-.006 | .004-.006 | .005-.007 | .006-.008 |
| 2 | 30 | 70 | 100 | IPR | .001-.003 | .001-.003 | .002-.004 | .002-.004 | .003-.005 | .004-.006 | .004-.006 | .005-.007 | .006-.008 | |
| 3 | 50 | 80 | 110 | IPR | .001-.003 | .001-.003 | .002-.004 | .002-.004 | .003-.005 | .004-.006 | .004-.006 | .005-.007 | .006-.008 | |
| 4 | 70 | 100 | 130 | IPR | .001-.002 | .001-.002 | .001-.002 | .002-.003 | .002-.004 | .002-.004 | .003-.005 | .003-.005 | .004-.006 | |
| Material | Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 120 | 160 | mm/r | 0,04–0,10 | 0,06–0,12 | 0,07–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,19–0,36 | 0,24–0,46 |
| 1 | 70 | 100 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,22–0,42 | 0,28–0,54 | |
| 2 | 90 | 120 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,24–0,42 | 0,31–0,53 | |
| 3 | 60 | 80 | 100 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,26–0,47 | 0,34–0,59 | |
| 4 | 50 | 80 | 100 | mm/r | 0,06–0,13 | 0,07–0,15 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,23–0,47 | 0,29–0,59 | |
| 5 | 50 | 60 | 80 | mm/r | 0,06–0,12 | 0,08–0,13 | 0,10–0,15 | 0,12–0,19 | 0,16–0,24 | 0,20–0,27 | 0,24–0,30 | 0,28–0,38 | 0,32–0,44 | |
| 6 | 40 | 50 | 70 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,13–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,03–0,07 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | |
| 3 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| K | 1 | 90 | 130 | 170 | mm/r | 0,09–0,17 | 0,11–0,22 | 0,12–0,24 | 0,16–0,31 | 0,20–0,38 | 0,23–0,44 | 0,25–0,49 | 0,31–0,60 | 0,38–0,74 |
| 2 | 80 | 120 | 150 | mm/r | 0,11–0,15 | 0,12–0,16 | 0,13–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 70 | 90 | 110 | mm/r | 0,07–0,15 | 0,08–0,17 | 0,09–0,19 | 0,12–0,25 | 0,14–0,30 | 0,17–0,35 | 0,19–0,40 | 0,24–0,48 | 0,30–0,60 | |
| N | 1 | 90 | 230 | 315 | mm/r | 0,06–0,13 | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 225 | 270 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 180 | 270 | mm/r | 0,11–0,14 | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 90 | 135 | 180 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,01–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,02–0,04 | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
| Material | Cutting Speed | Metric | |||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 110 | 140 | mm/r | 0,06–0,12 | 0,07–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,15–0,30 | 0,24–0,46 |
| 1 | 70 | 100 | 130 | mm/r | 0,07–0,14 | 0,08–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,18–0,35 | 0,28–0,54 | |
| 2 | 70 | 100 | 110 | mm/r | 0,07–0,14 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,20–0,35 | 0,31–0,53 | |
| 3 | 60 | 80 | 100 | mm/r | 0,08–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,22–0,38 | 0,34–0,59 | |
| 4 | 50 | 60 | 70 | mm/r | 0,07–0,14 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,19–0,38 | 0,29–0,59 | |
| 5 | 50 | 60 | 70 | mm/r | 0,03–0,11 | 0,04–0,11 | 0,05–0,11 | 0,05–0,14 | 0,08–0,18 | 0,11–0,21 | 0,14–0,24 | 0,16–0,26 | |
| 6 | 40 | 50 | 60 | mm/r | 0,03–0,08 | 0,04–0,10 | 0,05–0,11 | 0,05–0,14 | 0,08–0,18 | 0,11–0,21 | 0,14–0,24 | 0,16–0,26 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,07–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,04–0,07 | 0,06–0,10 | 0,07–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| 3 | 30 | 40 | 50 | mm/r | 0,03–0,07 | 0,05–0,09 | 0,06–0,11 | 0,08–0,12 | 0,09–0,13 | 0,11–0,15 | 0,13–0,17 | 0,15–0,19 | |
| K | 1 | 80 | 120 | 160 | mm/r | 0,10–0,15 | 0,12–0,20 | 0,16–0,28 | 0,20–0,34 | 0,23–0,40 | 0,25–0,44 | 0,31–0,54 | 0,38–0,68 |
| 2 | 70 | 110 | 140 | mm/r | 0,10–0,14 | 0,12–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 60 | 80 | 100 | mm/r | 0,07–0,15 | 0,09–0,17 | 0,12–0,23 | 0,14–0,29 | 0,17–0,34 | 0,19–0,38 | 0,24–0,44 | 0,30–0,56 | |
| N | 1 | 90 | 200 | 300 | mm/r | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 180 | 270 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 160 | 230 | mm/r | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 80 | 120 | 160 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
| Material | Cutting Speed | Inch | |||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 260 | 360 | 460 | IPR | .002–.005 | .003–.006 | .004–.008 | .004–.009 | .005–.010 | .006–.012 | .006–.012 | .009–.018 |
| 1 | 230 | 330 | 430 | IPR | .003–.006 | .003–.006 | .004–.009 | .005–.010 | .006–.012 | .007–.014 | .007–.014 | .011–.021 | |
| 2 | 230 | 330 | 360 | IPR | .003–.006 | .003–.006 | .005–.009 | .006–.010 | .007–.012 | .008–.014 | .008–.014 | .012–.021 | |
| 3 | 200 | 260 | 330 | IPR | .003–.006 | .004–.007 | .005–.009 | .006–.011 | .008–.013 | .009–.015 | .009–.015 | .013–.023 | |
| 4 | 160 | 200 | 230 | IPR | .003–.006 | .003–.007 | .005–.009 | .006–.011 | .007–.013 | .008–.015 | .008–.015 | .011–.023 | |
| 5 | 160 | 200 | 230 | IPR | .001–.004 | .002–.004 | .002–.004 | .002–.006 | .003–.007 | .004–.008 | .006–.009 | .006–.010 | |
| 6 | 130 | 160 | 200 | IPR | .001–.003 | .002–.004 | .002–.004 | .002–.006 | .003–.007 | .004–.008 | .006–.009 | .006–.010 | |
| M | 1 | 100 | 130 | 160 | IPR | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 |
| 2 | 130 | 160 | 200 | IPR | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 | |
| 3 | 100 | 130 | 160 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.005 | .004–.006 | .005–.007 | .006–.008 | |
| K | 1 | 260 | 390 | 520 | IPR | .004–.006 | .005–.008 | .006–.011 | .008–.013 | .009–.016 | .010–.017 | .012–.021 | .015–.027 |
| 2 | 230 | 360 | 460 | IPR | .004–.006 | .005–.008 | .006–.010 | .008–.012 | .009–.014 | .010–.016 | .012–.019 | .015–.024 | |
| 3 | 200 | 260 | 330 | IPR | .003–.006 | .004–.007 | .005–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.017 | .012–.022 | |
| N | 1 | 300 | 660 | 980 | IPR | .003–.006 | .004–.006 | .005–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 300 | 590 | 890 | IPR | .003–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 520 | 750 | IPR | .005–.006 | .005–.006 | .006–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.017 | |
| 4 | 260 | 390 | 520 | IPR | .003–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| S | 1 | 30 | 70 | 100 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 |
| 2 | 30 | 70 | 100 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | |
| 3 | 50 | 80 | 110 | IPR | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | |
| 4 | 70 | 100 | 130 | IPR | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | |
| Material | Cutting Speed | Metric | |||||||||||
| Range | Recommended Feed Rate per Rev | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 110 | 140 | mm/r | 0,06–0,12 | 0,07–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,15–0,30 | 0,24–0,46 |
| 1 | 70 | 100 | 130 | mm/r | 0,07–0,14 | 0,08–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,18–0,35 | 0,28–0,54 | |
| 2 | 70 | 100 | 110 | mm/r | 0,07–0,14 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,20–0,35 | 0,31–0,53 | |
| 3 | 60 | 80 | 100 | mm/r | 0,08–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,22–0,38 | 0,34–0,59 | |
| 4 | 50 | 60 | 70 | mm/r | 0,07–0,14 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,19–0,38 | 0,29–0,59 | |
| 5 | 50 | 60 | 70 | mm/r | 0,03–0,11 | 0,04–0,11 | 0,05–0,11 | 0,05–0,14 | 0,08–0,18 | 0,11–0,21 | 0,14–0,24 | 0,16–0,26 | |
| 6 | 40 | 50 | 60 | mm/r | 0,03–0,08 | 0,04–0,10 | 0,05–0,11 | 0,05–0,14 | 0,08–0,18 | 0,11–0,21 | 0,14–0,24 | 0,16–0,26 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,04–0,07 | 0,05–0,09 | 0,07–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,04–0,07 | 0,06–0,10 | 0,07–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| 3 | 30 | 40 | 50 | mm/r | 0,03–0,07 | 0,05–0,09 | 0,06–0,11 | 0,08–0,12 | 0,09–0,13 | 0,11–0,15 | 0,13–0,17 | 0,15–0,19 | |
| K | 1 | 80 | 120 | 160 | mm/r | 0,10–0,15 | 0,12–0,20 | 0,16–0,28 | 0,20–0,34 | 0,23–0,40 | 0,25–0,44 | 0,31–0,54 | 0,38–0,68 |
| 2 | 70 | 110 | 140 | mm/r | 0,10–0,14 | 0,12–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 60 | 80 | 100 | mm/r | 0,07–0,15 | 0,09–0,17 | 0,12–0,23 | 0,14–0,29 | 0,17–0,34 | 0,19–0,38 | 0,24–0,44 | 0,30–0,56 | |
| N | 1 | 90 | 200 | 300 | mm/r | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 180 | 270 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 160 | 230 | mm/r | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 80 | 120 | 160 | mm/r | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
| Material | Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 120 | 160 | mm/r | 0,04–0,10 | 0,06–0,12 | 0,07–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,19–0,36 | 0,24–0,46 |
| 1 | 70 | 100 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,22–0,42 | 0,28–0,54 | |
| 2 | 90 | 120 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,24–0,42 | 0,31–0,53 | |
| 3 | 60 | 80 | 100 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,26–0,47 | 0,34–0,59 | |
| 4 | 50 | 80 | 100 | mm/r | 0,06–0,13 | 0,07–0,15 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,23–0,47 | 0,29–0,59 | |
| 5 | 50 | 60 | 80 | mm/r | 0,06–0,12 | 0,08–0,13 | 0,10–0,15 | 0,12–0,19 | 0,16–0,24 | 0,20–0,27 | 0,24–0,30 | 0,28–0,38 | 0,32–0,44 | |
| 6 | 40 | 50 | 70 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,13–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,03–0,07 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | |
| 3 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| K | 1 | 90 | 130 | 170 | mm/r | 0,09–0,17 | 0,11–0,22 | 0,12–0,24 | 0,16–0,31 | 0,20–0,38 | 0,23–0,44 | 0,25–0,49 | 0,31–0,60 | 0,38–0,74 |
| 2 | 80 | 120 | 150 | mm/r | 0,11–0,15 | 0,12–0,16 | 0,13–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 70 | 90 | 110 | mm/r | 0,07–0,15 | 0,08–0,17 | 0,09–0,19 | 0,12–0,25 | 0,14–0,30 | 0,17–0,35 | 0,19–0,40 | 0,24–0,48 | 0,30–0,60 | |
| N | 1 | 90 | 230 | 315 | mm/r | 0,06–0,13 | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 225 | 270 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 180 | 270 | mm/r | 0,11–0,14 | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 90 | 135 | 180 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,01–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,02–0,04 | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
| Material | Cutting Speed | Inch | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 5/64 .078 | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 260 | 390 | 520 | IPR | .002–.004 | .002–.005 | .003–.005 | .004–.007 | .004–.009 | .005–.010 | .006–.012 | .007–.014 | .009–.018 |
| 1 | 230 | 330 | 460 | IPR | .002–.005 | .003–.006 | .003–.006 | .004–.009 | .005–.010 | .006–.012 | .007–.014 | .009–.017 | .011–.021 | |
| 2 | 300 | 390 | 460 | IPR | .002–.005 | .003–.006 | .003–.006 | .005–.009 | .006–.010 | .007–.012 | .008–.014 | .009–.017 | .012–.021 | |
| 3 | 200 | 260 | 330 | IPR | .002–.005 | .003–.006 | .004–.007 | .005–.009 | .006–.011 | .008–.013 | .009–.015 | .010–.019 | .013–.023 | |
| 4 | 160 | 260 | 330 | IPR | .002–.005 | .003–.006 | .003–.007 | .005–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.019 | .011–.023 | |
| 5 | 160 | 200 | 260 | IPR | .002–.005 | .003–.005 | .004–.006 | .005–.008 | .006–.009 | .008–.011 | .009–.012 | .011–.015 | .013–.017 | |
| 6 | 130 | 160 | 230 | IPR | .002–.002 | .002–.003 | .002–.004 | .003–.006 | .004–.007 | .005–.009 | .006–.009 | .007–.013 | .009–.016 | |
| M | 1 | 100 | 130 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 |
| 2 | 130 | 160 | 200 | IPR | .001–.003 | .002–.003 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | .006–.009 | |
| 3 | 100 | 130 | 160 | IPR | .001–.002 | .002–.003 | .002–.004 | .003–.004 | .004–.005 | .004–.006 | .005–.006 | .006–.007 | .006–.008 | |
| K | 1 | 300 | 430 | 560 | IPR | .004–.007 | .004–.009 | .005–.009 | .006–.012 | .008–.015 | .009–.017 | .010–.019 | .012–.024 | .015–.029 |
| 2 | 260 | 390 | 490 | IPR | .004–.006 | .005–.006 | .005–.008 | .006–.010 | .008–.012 | .009–.014 | .010–.016 | .012–.019 | .015–.024 | |
| 3 | 230 | 300 | 360 | IPR | .003–.006 | .003–.007 | .004–.008 | .005–.010 | .006–.012 | .007–.014 | .008–.016 | .009–.019 | .012–.024 | |
| N | 1 | 300 | 750 | 1030 | IPR | .002–.005 | .003–.006 | .004–.006 | .005–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.019 |
| 2 | 300 | 740 | 890 | IPR | .002–.005 | .003–.006 | .004–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.017 | .013–.021 | |
| 3 | 300 | 590 | 890 | IPR | .004–.006 | .005–.006 | .005–.006 | .006–.008 | .006–.009 | .008–.011 | .009–.013 | .011–.016 | .013–.017 | |
| 4 | 300 | 440 | 590 | IPR | .002–.005 | .003–.006 | .000–.008 | .005–.009 | .006–.011 | .008–.013 | .009–.014 | .011–.016 | .013–.019 | |
| S | 1 | 30 | 70 | 100 | IPR | .001–.003 | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 |
| 2 | 30 | 70 | 100 | IPR | .001–.003 | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | |
| 3 | 50 | 80 | 110 | IPR | .001–.003 | .001–.003 | .002–.004 | .002–.004 | .003–.005 | .004–.006 | .004–.006 | .005–.007 | .006–.008 | |
| 4 | 70 | 100 | 130 | IPR | .001–.002 | .001–.002 | .001–.002 | .002–.003 | .002–.004 | .002–.004 | .003–.005 | .003–.005 | .004–.006 | |
| Material | Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate per Rev | |||||||||||||
| Min | Starting Value | Max | 2,0 | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 80 | 120 | 160 | mm/r | 0,04–0,10 | 0,06–0,12 | 0,07–0,14 | 0,09–0,19 | 0,11–0,22 | 0,13–0,26 | 0,15–0,30 | 0,19–0,36 | 0,24–0,46 |
| 1 | 70 | 100 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,11–0,22 | 0,13–0,26 | 0,15–0,31 | 0,18–0,35 | 0,22–0,42 | 0,28–0,54 | |
| 2 | 90 | 120 | 140 | mm/r | 0,05–0,12 | 0,07–0,14 | 0,08–0,16 | 0,12–0,22 | 0,14–0,26 | 0,17–0,31 | 0,20–0,35 | 0,24–0,42 | 0,31–0,53 | |
| 3 | 60 | 80 | 100 | mm/r | 0,06–0,13 | 0,08–0,15 | 0,09–0,17 | 0,13–0,23 | 0,15–0,28 | 0,19–0,33 | 0,22–0,38 | 0,26–0,47 | 0,34–0,59 | |
| 4 | 50 | 80 | 100 | mm/r | 0,06–0,13 | 0,07–0,15 | 0,08–0,17 | 0,12–0,23 | 0,14–0,28 | 0,17–0,33 | 0,19–0,38 | 0,23–0,47 | 0,29–0,59 | |
| 5 | 50 | 60 | 80 | mm/r | 0,06–0,12 | 0,08–0,13 | 0,10–0,15 | 0,12–0,19 | 0,16–0,24 | 0,20–0,27 | 0,24–0,30 | 0,28–0,38 | 0,32–0,44 | |
| 6 | 40 | 50 | 70 | mm/r | 0,04–0,06 | 0,05–0,08 | 0,06–0,10 | 0,08–0,14 | 0,10–0,18 | 0,13–0,22 | 0,14–0,24 | 0,18–0,32 | 0,23–0,41 | |
| M | 1 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 |
| 2 | 40 | 50 | 60 | mm/r | 0,03–0,07 | 0,04–0,08 | 0,06–0,10 | 0,08–0,12 | 0,09–0,14 | 0,10–0,16 | 0,12–0,18 | 0,14–0,20 | 0,16–0,22 | |
| 3 | 30 | 40 | 50 | mm/r | 0,03–0,06 | 0,04–0,07 | 0,05–0,09 | 0,08–0,11 | 0,09–0,12 | 0,10–0,14 | 0,12–0,16 | 0,14–0,18 | 0,16–0,20 | |
| K | 1 | 90 | 130 | 170 | mm/r | 0,09–0,17 | 0,11–0,22 | 0,12–0,24 | 0,16–0,31 | 0,20–0,38 | 0,23–0,44 | 0,25–0,49 | 0,31–0,60 | 0,38–0,74 |
| 2 | 80 | 120 | 150 | mm/r | 0,11–0,15 | 0,12–0,16 | 0,13–0,19 | 0,16–0,25 | 0,20–0,31 | 0,23–0,36 | 0,25–0,40 | 0,31–0,48 | 0,38–0,60 | |
| 3 | 70 | 90 | 110 | mm/r | 0,07–0,15 | 0,08–0,17 | 0,09–0,19 | 0,12–0,25 | 0,14–0,30 | 0,17–0,35 | 0,19–0,40 | 0,24–0,48 | 0,30–0,60 | |
| N | 1 | 90 | 230 | 315 | mm/r | 0,06–0,13 | 0,08–0,14 | 0,10–0,16 | 0,12–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,48 |
| 2 | 90 | 225 | 270 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,10–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,44 | 0,32–0,52 | |
| 3 | 90 | 180 | 270 | mm/r | 0,11–0,14 | 0,12–0,14 | 0,13–0,16 | 0,14–0,20 | 0,16–0,24 | 0,20–0,28 | 0,24–0,32 | 0,28–0,40 | 0,32–0,44 | |
| 4 | 90 | 135 | 180 | mm/r | 0,06–0,12 | 0,08–0,16 | 0,01–0,20 | 0,12–0,24 | 0,16–0,28 | 0,20–0,32 | 0,24–0,36 | 0,28–0,40 | 0,32–0,48 | |
| S | 1 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 |
| 2 | 10 | 20 | 30 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 3 | 15 | 25 | 35 | mm/r | 0,02–0,07 | 0,03–0,08 | 0,04–0,09 | 0,06–0,11 | 0,07–0,12 | 0,09–0,14 | 0,10–0,15 | 0,12–0,17 | 0,14–0,19 | |
| 4 | 20 | 30 | 40 | mm/r | 0,02–0,04 | 0,03–0,05 | 0,03–0,05 | 0,04–0,08 | 0,05–0,09 | 0,05–0,11 | 0,07–0,12 | 0,08–0,13 | 0,09–0,14 | |
I have read and accepted the Terms & Conditions of use





ISO Catalog Number
ANSI Catalog Number
to find similar products.Please select a file to download
Models
Product data
. Please enter the desired qty for the material(s) you want to include in your promotion or Proceed Without Promotion and only your base materials will be added to the cart.
Minimum quantity should be
| SAP Material Number | ISO Catalog Number | Grade |
|---|
You are about to leave the Solution building process.
Are you sure you want to leave?