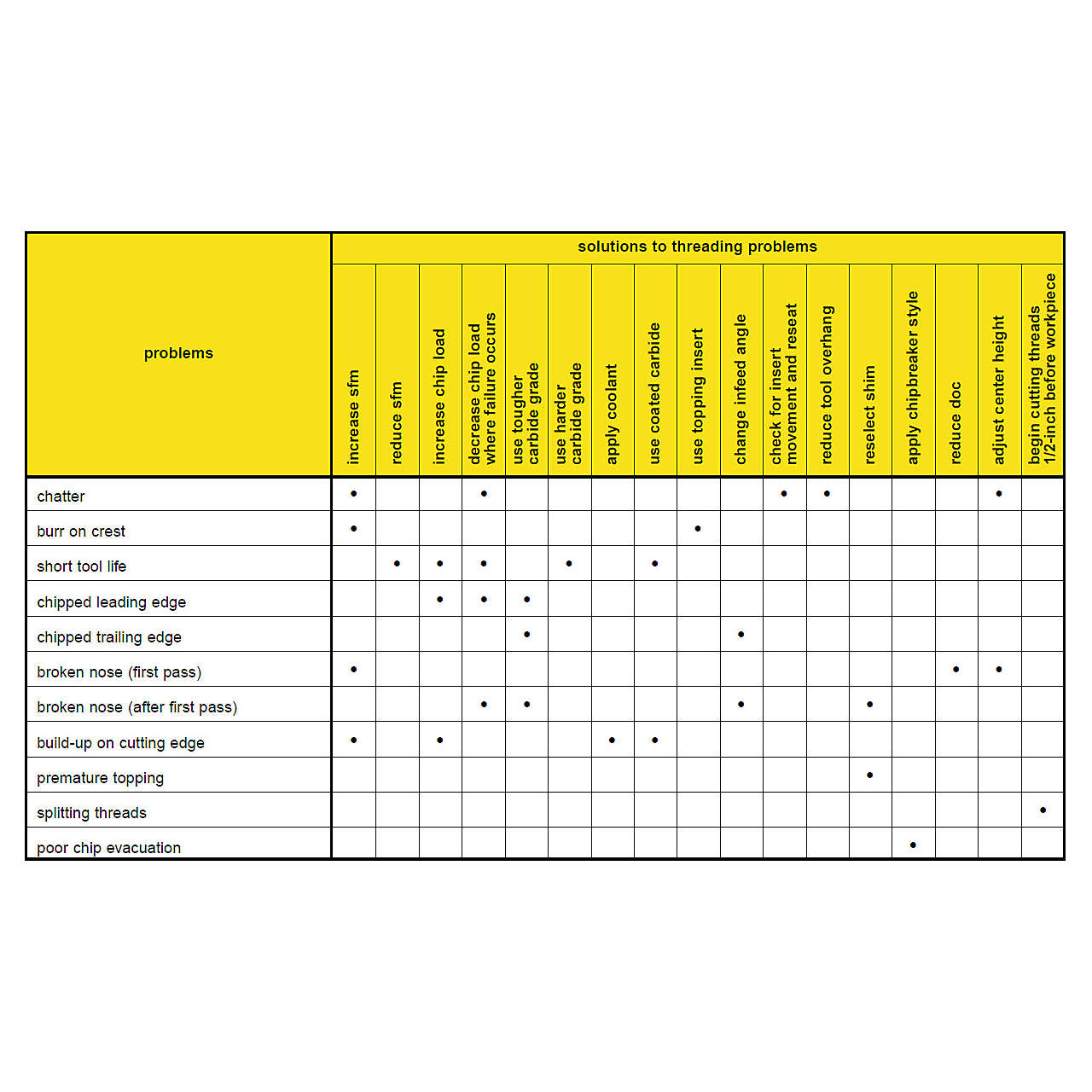
Problem:
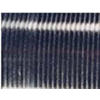
Thread with Town Finish
Cause:
- Burrs
- Torn Finish
- Steps
Solutions:
- Use positive rake or full profile insert
- Increase coolant concentration
- Alter infeed
- Increase sfm
- Check machine "Z" travel axis
- Check insert form
- Check for correct shim in LT system
- Use CB inserts