
HARVI™ I • Square End • 4 Flutes • Weldon® Shank • Inch
HARVI™ I Solid Carbide End Mill for Roughing and Finishing of Multiple Materials
Features and benefits
- Versatile solid carbide end mill for steels, stainless steel, cast iron, and high temperature alloys.
- HARVI™ I solid carbide end mills cover a variety of operations, including dynamic milling.
- HARVI™ I solid carbide end mills features unequal flute spacing for chatter-free machining.
- Centre cutting for plunging and ramping operations.
Uses and application
Trochoidal Milling
Fresatura a tuffo
Fresatura in rampa: Grezzo
Scanalatura: Testa piana
Contornatura/fresatura a spallamento: Testa piana
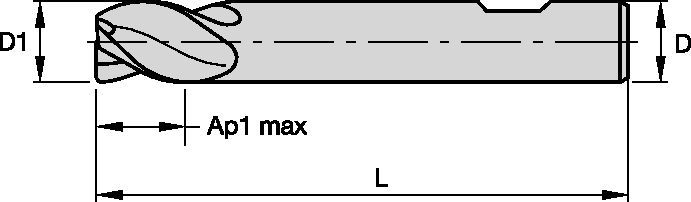
Dimensioni utensile: Configurazione del vano: 4
Angolo elica: 38°
Tipo angolo Angolo smussato
Corner Style: Corner RadiusTipo angolo Raggio di punta
Stile angolo: Testa piana


