ようこそ
設定をご確認ください
設定の更新
提案製品
Product Family suggestions
ソリューション編集
ソリューション追加
ソリューション名:{{SolutionName}}- 製品
- /
- B732_HP(ロング) • KCPK15 • Aシャンク • HP Beyondステップドリル
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

B732_HP(ロング) • KCPK15 • Aシャンク • HP Beyondステップドリル
HP Beyond™ステップドリル • 鋼および鉄材 • スルークーラント
特徴と利点
- 鋼および鉄向けスルークーラント搭載HP Beyondステップドリル
- アプリケーション別のSCドリルなら、従来のタップサイズで鋼と鉄をワンパスで加工可能で、サイクルタイムの短縮と生産性の向上を実現します。
- ドリル加工と面取り加工を1つの工程で行えます。
- HP先端の革新的なすくい角により、高送り量が可能です。
- KCPK15™ Beyond材種は高温高硬度を備えたTiAlNベースの多層コーティングにより、MQLアプリケーションでも高い切削速度が可能です。
- 表面が高度に研磨され、低圧クーラントの使用時においても、優れた切り屑排出性を発揮します。
使用法と用途
座ぐり加工/ストローク面取り加工
ドリル加工
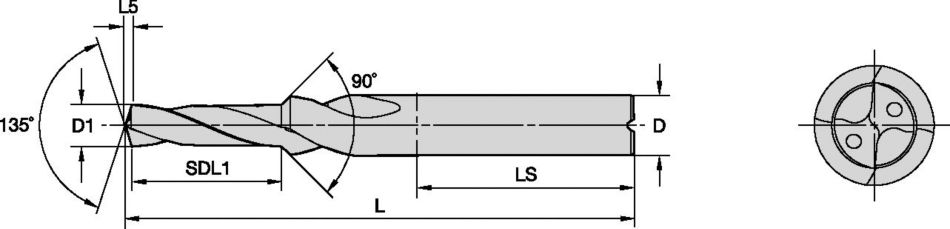
工具寸法:2枚刃/2マージン/クーラント
DIN番号6535
穴あけ加工 — スルークーラント
スルークーラント:MQL(最小クーラント量:Minimum Quantity Lubricant):ドリル加工
シャンク — ストレート プレーン ≤h6
ねじれ角: 30°
| Tolerance • Metric | ||
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| 0,004/0,016 | 0,000/-0,008 | |
| 0,006/0,021 | 0,000/-0,009 | |
| 0,007/0,025 | 0,000/-0,011 | |
| 0,008/0,029 | 0,000/-0,013 | |
| Tolerance • Inch | ||
| nominal size range | D1 tolerance m7 | D tolerance h6 |
| .0002/.0006 | .0000/-.0003 | |
| .0002/.0008 | .0000/-.0004 | |
| .0003/.0010 | .0000/-.0004 | |
| .0003/.0011 | .0000/-.0005 | |
HPステップドリル • B73_HPシリーズ • 材種KCPK15™ • スルークーラント • ドリル径3~20 mm • メトリック
| Material |  |  | |||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | |||
| P | 0 | 150 | 240 | 270 | mm/r | 0,06–0,14 | 0,08–0,18 | 0,09–0,20 | 0,12–0,26 | 0,14–0,30 | 0,15–0,33 | 0,17–0,39 | 0,20–0,43 |
| 1 | 140 | 220 | 240 | mm/r | 0,07–0,17 | 0,09–0,21 | 0,11–0,24 | 0,14–0,30 | 0,16–0,35 | 0,18–0,39 | 0,20–0,46 | 0,24–0,50 | |
| 2 | 180 | 210 | 240 | mm/r | 0,07–0,14 | 0,09–0,17 | 0,11–0,20 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,37 | 0,24–0,43 | |
| 3 | 120 | 150 | 180 | mm/r | 0,09–0,17 | 0,12–0,21 | 0,14–0,24 | 0,17–0,30 | 0,20–0,35 | 0,22–0,39 | 0,26–0,46 | 0,29–0,50 | |
| 4 | 100 | 140 | 180 | mm/r | 0,08–0,17 | 0,11–0,20 | 0,12–0,23 | 0,15–0,28 | 0,17–0,33 | 0,19–0,37 | 0,22–0,43 | 0,25–0,45 | |
| 5 | 70 | 90 | 110 | mm/r | 0,06–0,14 | 0,08–0,16 | 0,10–0,20 | 0,14–0,25 | 0,16–0,28 | 0,18–0,32 | 0,22–0,40 | 0,26–0,45 | |
| 6 | 60 | 80 | 100 | mm/r | 0,06–0,14 | 0,08–0,16 | 0,10–0,20 | 0,14–0,25 | 0,16–0,28 | 0,18–0,32 | 0,22–0,40 | 0,26–0,45 | |
| K | 1 | 140 | 160 | 180 | mm/r | 0,09–0,18 | 0,12–0,22 | 0,13–0,26 | 0,16–0,33 | 0,19–0,37 | 0,21–0,41 | 0,24–0,48 | 0,27–0,51 |
| 2 | 100 | 150 | 200 | mm/r | 0,09–0,16 | 0,12–0,19 | 0,13–0,22 | 0,16–0,27 | 0,19–0,32 | 0,21–0,35 | 0,24–0,41 | 0,27–0,45 | |
| 3 | 100 | 140 | 180 | mm/r | 0,07–0,14 | 0,09–0,17 | 0,12–0,20 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,21–0,37 | 0,24–0,39 | |
| Material | | | |||||||||||
| Material | Cutting Speed | Inch | |||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| Min | Starting Value | Max | 1/8 .125 | 3/16 .188 | 1/4 .250 | 5/16 .313 | 3/8 .375 | 1/2 .500 | 5/8 .625 | 3/4 .750 | |||
| P | 0 | 490 | 790 | 890 | IPR | .002–.006 | .003–.007 | .004–.008 | .005–.010 | .006–.012 | .006–.013 | .007–.015 | .008–.017 |
| 1 | 460 | 720 | 790 | IPR | .003–.007 | .004–.008 | .004–.009 | .006–.012 | .006–.014 | .007–.015 | .008–.018 | .009–.020 | |
| 2 | 590 | 690 | 790 | IPR | .003–.006 | .004–.007 | .004–.008 | .006–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.017 | |
| 3 | 390 | 490 | 590 | IPR | .004–.007 | .005–.008 | .006–.009 | .007–.012 | .008–.014 | .009–.015 | .010–.018 | .011–.020 | |
| 4 | 330 | 460 | 590 | IPR | .003–.007 | .004–.008 | .005–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.017 | .010–.018 | |
| 5 | 230 | 300 | 360 | IPR | .002–.006 | .003–.006 | .004–.008 | .006–.010 | .006–.011 | .007–.013 | .009–.016 | .010–.018 | |
| 6 | 200 | 260 | 330 | IPR | .002–.006 | .003–.006 | .004–.008 | .006–.010 | .006–.011 | .007–.013 | .009–.016 | .010–.018 | |
| K | 1 | 460 | 520 | 590 | IPR | .004–.007 | .005–.009 | .005–.010 | .006–.013 | .008–.015 | .008–.016 | .009–.019 | .011–.020 |
| 2 | 330 | 490 | 660 | IPR | .004–.006 | .005–.008 | .005–.009 | .006–.011 | .008–.013 | .008–.014 | .009–.016 | .011–.018 | |
| 3 | 330 | 460 | 590 | IPR | .003–.006 | .004–.007 | .005–.008 | .006–.009 | .006–.011 | .007–.013 | .008–.015 | .009–.015 | |
| | ||||||||||||
| Cutting Speed | Metric | ||||||||||||
| Range | Recommended Feed Rate (f) by Diameter | ||||||||||||
| Material | Min | Starting Value | Max | 3,0 | 4,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 20,0 | ||
| P | 0 | 150 | 240 | 270 | mm/r | 0,06–0,14 | 0,08–0,18 | 0,09–0,20 | 0,12–0,26 | 0,14–0,30 | 0,15–0,33 | 0,17–0,39 | 0,20–0,43 |
| 1 | 140 | 220 | 240 | mm/r | 0,07–0,17 | 0,09–0,21 | 0,11–0,24 | 0,14–0,30 | 0,16–0,35 | 0,18–0,39 | 0,20–0,46 | 0,24–0,50 | |
| 2 | 180 | 210 | 240 | mm/r | 0,07–0,14 | 0,09–0,17 | 0,11–0,20 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,20–0,37 | 0,24–0,43 | |
| 3 | 120 | 150 | 180 | mm/r | 0,09–0,17 | 0,12–0,21 | 0,14–0,24 | 0,17–0,30 | 0,20–0,35 | 0,22–0,39 | 0,26–0,46 | 0,29–0,50 | |
| 4 | 100 | 140 | 180 | mm/r | 0,08–0,17 | 0,11–0,20 | 0,12–0,23 | 0,15–0,28 | 0,17–0,33 | 0,19–0,37 | 0,22–0,43 | 0,25–0,45 | |
| 5 | 70 | 90 | 110 | mm/r | 0,06–0,14 | 0,08–0,16 | 0,10–0,20 | 0,14–0,25 | 0,16–0,28 | 0,18–0,32 | 0,22–0,40 | 0,26–0,45 | |
| 6 | 60 | 80 | 100 | mm/r | 0,06–0,14 | 0,08–0,16 | 0,10–0,20 | 0,14–0,25 | 0,16–0,28 | 0,18–0,32 | 0,22–0,40 | 0,26–0,45 | |
| K | 1 | 140 | 160 | 180 | mm/r | 0,09–0,18 | 0,12–0,22 | 0,13–0,26 | 0,16–0,33 | 0,19–0,37 | 0,21–0,41 | 0,24–0,48 | 0,27–0,51 |
| 2 | 100 | 150 | 200 | mm/r | 0,09–0,16 | 0,12–0,19 | 0,13–0,22 | 0,16–0,27 | 0,19–0,32 | 0,21–0,35 | 0,24–0,41 | 0,27–0,45 | |
| 3 | 100 | 140 | 180 | mm/r | 0,07–0,14 | 0,09–0,17 | 0,12–0,20 | 0,14–0,24 | 0,16–0,28 | 0,18–0,32 | 0,21–0,37 | 0,24–0,39 | |