Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- HARVI™ III • Conique à bout hémisphérique • 6 dents • Queue cylindrique • Métrique
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

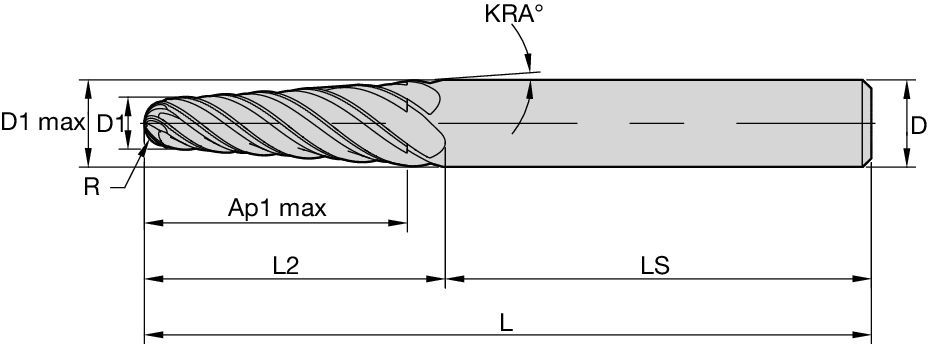
HARVI™ III • Conique à bout hémisphérique • 6 dents • Queue cylindrique • Métrique
Fraise en carbure monobloc HARVI™ III pour l'usinage 5 axes, permet d'augmenter considérablement le rendement et de réduire le temps d'usinage
Features and benefits
- Fraise en carbure monobloc polyvalente pour l'usinage à 5 axes des aciers, de l'acier inoxydable et des alliages haute température.
- Six goujures dans la section du bout hémisphérique et section conique pour des taux d'enlèvement de métal les plus élevés.
- Deux angles coniques pour une un large gamme d'applications.
- Les fraises coniques à bout hémisphérique HARVI™ III possèdent un pas décalé pour un usinage sans broutage aux vitesses d'avance les plus élevées.
- Coupe au centre pour opérations de plongée et de ramping.
Uses and application
Fraisage de côté/avec épaulement : Bout hémisphérique
Profilage 3D
Dimensions de l'outil : Configuration des goujures : 6
Angle d'hélice : 38°
| Parmak freze toleransları | |||
| D1 | Tolerans e8 | D | Tolerans h6 + / - |
| ≤3 | -0,014/-0,028 | ≤3 | +0/-0,006 |
| -0,020/-0,038 | +0/-0,008 | ||
| -0,025/-0,047 | +0/-0,009 | ||
| -0,032/-0,059 | +0/-0,011 | ||
| -0,040/-0,073 | +0/-0,013 | ||
HARVI III • UJBE • Conique bout hémisphérique 6 goujures • Pas décalé • Semi-finition
| Malzeme grubu |  | KCSM15A | Dik kenar frezeleme için diş başına önerilen ilerleme (fz=mm/Diş). | |||||||||||||||
| Kesme hızı; | D1 | |||||||||||||||||
| ap | ae | Min. | Maks. | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap maks | 0,4 x D | 150 | 200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | |
| 1 | Ap maks | 0,4 x D | 150 | 200 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | ||
| 2 | Ap maks | 0,4 x D | 140 | 190 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | 0,124 | ||
| 3 | Ap maks | 0,4 x D | 120 | 160 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | ||
| 4 | Ap maks | 0,4 x D | 90 | 150 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 | ||
| 5 | Ap maks | 0,4 x D | 60 | 100 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | ||
| 6 | Ap maks | 0,4 x D | 50 | 75 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | ||
| M | 1 | Ap maks | 0,4 x D | 90 | 115 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 2 | Ap maks | 0,4 x D | 60 | 80 | Fz | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | 0,091 | ||
| 3 | Ap maks | 0,4 x D | 60 | 70 | Fz | 0,016 | 0,020 | 0,025 | 0,034 | 0,040 | 0,047 | 0,052 | 0,057 | 0,061 | 0,065 | 0,071 | ||
| S | 1 | Ap maks | 0,4 x D | 50 | 90 | Fz | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | 0,114 | |
| 2 | Ap maks | 0,4 x D | 25 | 50 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | ||
| 3 | Ap maks | 0,4 x D | 25 | 40 | Fz | 0,013 | 0,016 | 0,019 | 0,026 | 0,032 | 0,037 | 0,042 | 0,046 | 0,050 | 0,054 | 0,061 | ||
| 4 | Ap maks | 0,4 x D | 50 | 60 | Fz | 0,016 | 0,021 | 0,026 | 0,037 | 0,045 | 0,052 | 0,058 | 0,064 | 0,069 | 0,074 | 0,084 | ||
| H | 1 | Ap maks | 0,4 x D | 80 | 140 | Fz | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | 0,098 | |
| Werkstoffgruppe | | KCSM15 | Empfohlener Vorschub pro Zahn (fz = mm/Zahn) zum Eckfräsen (A). | ||||||||||
| A | Schnittgeschwindigkeit | D1 | |||||||||||
| ap | ae | min. | max. | mm | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap max | 0,06 x D | 285 | 380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 1 | Ap max | 0,06 x D | 285 | 380 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 2 | Ap max | 0,06 x D | 266 | 361 | fz | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 3 | Ap max | 0,06 x D | 228 | 304 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | ||
| 4 | Ap max | 0,06 x D | 171 | 285 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | ||
| 5 | Ap max | 0,06 x D | 114 | 190 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 6 | Ap max | 0,06 x D | 96 | 142,2 | fz | 0,048 | 0,056 | 0,068 | 0,078 | 0,085 | |||
| M | 1 | Ap max | 0,06 x D | 171 | 218,5 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap max | 0,06 x D | 114 | 152 | fz | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 3 | Ap max | 0,06 x D | 114 | 133 | fz | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | ||
| S | 1 | Ap max | 0,06 x D | 95 | 171 | fz | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 3 | Ap max | 0,06 x D | 47,5 | 76 | fz | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 4 | Ap max | 0,06 x D | 95 | 114 | fz | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | ||
| H | 1 | Ap max | 0,06 x D | 152 | 266 | fz | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |
HARVI III • UJBE • Conique à bout hémisphérique 6 dents • Pas inégal entre les goujures • Semi-finition
| Malzeme grubu | | KCSM15A | Dik kenar frezeleme için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||
| Kesme hızı; | D1 | ||||||||||||||||
| ap | ae | Min. | Maks. | mm | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 16,0 | 18,0 | 20,0 | 25,0 | |||
| P | 0 | Ap maks | 0,06 x D | 285 | 380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | |
| 1 | Ap maks | 0,06 x D | 285 | 380 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 2 | Ap maks | 0,06 x D | 266 | 361 | Fz | 0,034 | 0,043 | 0,053 | 0,072 | 0,086 | 0,099 | 0,121 | 0,130 | 0,137 | 0,149 | ||
| 3 | Ap maks | 0,06 x D | 228 | 304 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | ||
| 4 | Ap maks | 0,06 x D | 171 | 285 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | ||
| 5 | Ap maks | 0,06 x D | 114 | 190 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 6 | Ap maks | 0,06 x D | 95 | 142,5 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | ||
| M | 1 | Ap maks | 0,06 x D | 171 | 218,5 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap maks | 0,06 x D | 114 | 152 | Fz | 0,023 | 0,029 | 0,035 | 0,048 | 0,058 | 0,067 | 0,084 | 0,091 | 0,097 | 0,109 | ||
| 3 | Ap maks | 0,06 x D | 114 | 133 | Fz | 0,019 | 0,024 | 0,030 | 0,040 | 0,048 | 0,056 | 0,068 | 0,073 | 0,078 | 0,085 | ||
| S | 1 | Ap maks | 0,06 x D | 95 | 171 | Fz | 0,028 | 0,036 | 0,044 | 0,060 | 0,073 | 0,084 | 0,105 | 0,113 | 0,121 | 0,137 | |
| 2 | Ap maks | 0,06 x D | 47.5 | 95 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 3 | Ap maks | 0,06 x D | 47.5 | 76 | Fz | 0,015 | 0,019 | 0,023 | 0,032 | 0,038 | 0,045 | 0,056 | 0,060 | 0,065 | 0,074 | ||
| 4 | Ap maks | 0,06 x D | 95 | 114 | Fz | 0,019 | 0,025 | 0,031 | 0,044 | 0,053 | 0,062 | 0,077 | 0,083 | 0,089 | 0,100 | ||
| H | 1 | Ap maks | 0,06 x D | 152 | 266 | Fz | 0,026 | 0,033 | 0,039 | 0,054 | 0,065 | 0,075 | 0,092 | 0,099 | 0,106 | 0,117 | |