Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraises en carbure monobloc
- /
- Fraises en carbure monobloc hautes performances
- /
- HARVI IV
- /
- HARVI™ IV • Radiused • 8 Flutes • Internal Coolant • Chipbreaker • Safe LockTM Shank • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.



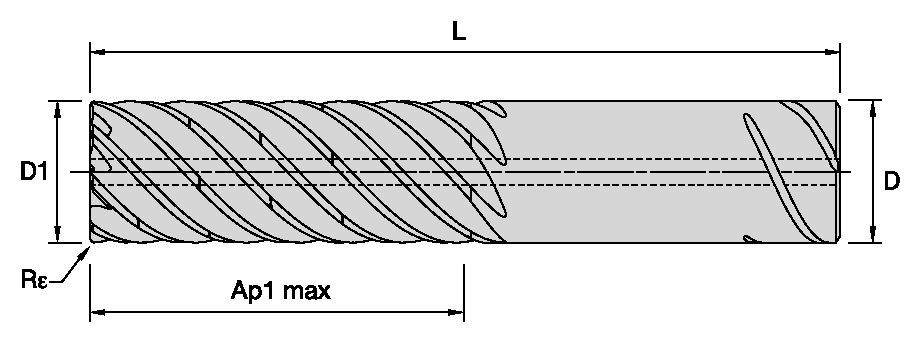
HARVI™ IV • Radiused • 8 Flutes • Internal Coolant • Chipbreaker • Safe LockTM Shank • Inch
HARVI™ IV Eight Flute End Mill for Roughing and Finishing
Covering the Broadest Range of Applications and Materials
Features and benefits
- "Single tool for roughing and finishing to reduce tool setups.
- Proprietary core and flute design with optimum flute spacing for perfect chip formation and highest tool rigidity.
- Developed for highest productivity in titanium, high-temperature alloys, and stainless steels.
- With chip breakers for optimized chip evacuation.
- With Safe-Lock for pull-out protection."
Uses and application
Trochoidal Milling
100665610
107038547
Fraisage hélicoïdal
Ramping : Ébauche
Fraisage de côté/avec épaulement : Bout plat
Usinage de poches
| Angle of engagement (phi°) relative to cutting width (Ae) |  | |||||||||
| ae | 2% | 5% | 7.50% | 10% | 15% | 20% | 30% | 40% | 50% | 100% |
| phi - angle of engagement | 16.26 | 25.84 | 31.79 | 36.87 | 45.57 | 53.13 | 66.42 | 78.46 | 90 | 180 |
| Adjustment factors for speed (Vc) and feed (Fz) • METRIC | |||||||
| Maximum cutting width (Ae) for given cutting depth (Ap) | |||||||
| Ap | ≤.125 x D1 | >.125xD1 ≤ .5xD1 | >.5xD1 ≤ 1xD1 | >1xD1 ≤ 2xD1 | >2xD1 ≤ 3xD1 | >3xD1 ≤ 4xD1 | >4 x D1 |
| Max Ae | 100% x D1 | 50% x D1 x KAp | 40% x D1 x KAp | 30% x D1 x KAp | 20% x D1 x KAp | 15% x D1 x KAp | 10% x D1 x KAp |
| Note: KAp value is given on the Speed and Feed table, according to the type of workpiece material selected. | |||||||
| Adjustment factors for speed (Vc) and feed (Fz) • METRIC | ||||||||||
| Ae/D1 | ≤2% | >2% ≤ 5% | >5 ≤ 7.5% | >7.5% ≤ 10% | >10% ≤ 15% | >15% ≤ 20% | >20% ≤ 30% | >30% ≤ 40% | >40% ≤ 50% | >50% ≤ 100% |
| Kv | 3 | 2.5 | 1.9 | 1.4 | 1.35 | 1.3 | 1.2 | 1.1 | 1 | 0.9 |
| KFz | 3.28 | 2.3 | 1.95 | 1.7 | 1.5 | 1.25 | 1.09 | 1.02 | 1 | 1 |
| Note: Identify the radial engagement per percentage of the tool diameter (Ae/D1). That column will give you the factor to multiply the Base SMF and Base IPT on the Speed and Feed original table Kv = Factor to multiply the Speed by KFz = Factor to multiply the Feed by | ||||||||||
| To calculate application specific cutting data, please use KAp, Kv, and Kfz from tables above for adaption of cutting speeds and feeds respectively: Maximum Ae=(Ap1Max/D1) * KAp * D1 Vc new = Vc * Kv IPT new = IPT * KFz | Sample Calculation Material: S4 D1: 25 mm Ap: 2xD1 Max Ae: 30% x KAp x D1 --- 30% * 0.7 * D1 = 21%xD1 SFM: Base x Kv --- 45 * 1.2 = 54 IPT: Base x KFz --- 0.081 * 1.09 = 0.088 | Final cutting data recommendation: Max Ae = 0.3 * 0.7 * 25 = 5.25 mm Vc new = 45 * 1.2 = 54 m/min IPT new = 0.081 * 1.09 = 0.088 mm/th | ||||||||
| Table for Feed and Speed Calculation with Adjustment Factor • METRIC | ||||||||
 | Dik kenar frezeleme (A) | KCSM15A | Kenar frezelemede ae=D1'in %10'nu için önerilen diş başına ilerleme (fz = mm/diş) | |||||
| Malzeme grubu | Max Ae Factor (KAp) | Kesme hızı | 10 | 12 | 16 | 20 | 25 | |
| P | 3 | 1 | 130 | 0.049 | 0.055 | 0.067 | 0.080 | 0.095 |
| 4 | 1 | 100 | 0.044 | 0.049 | 0.059 | 0.069 | 0.081 | |
| 5 | 0.8 | 65 | 0.038 | 0.043 | 0.053 | 0.063 | 0.076 | |
| 6 | 0.7 | 50 | 0.032 | 0.036 | 0.043 | 0.050 | 0.060 | |
| M | 1 | 1 | 80 | 0.049 | 0.055 | 0.067 | 0.080 | 0.095 |
| 2 | 0.8 | 60 | 0.038 | 0.043 | 0.053 | 0.063 | 0.076 | |
| 3 | 0.8 | 60 | 0.032 | 0.036 | 0.043 | 0.050 | 0.060 | |
| S | 1 | 0.5 | 50 | 0.049 | 0.055 | 0.067 | 0.080 | 0.095 |
| 2 | 0.5 | 30 | 0.038 | 0.043 | 0.053 | 0.063 | 0.076 | |
| 3 | 0.5 | 25 | 0.026 | 0.030 | 0.036 | 0.043 | 0.051 | |
| 4 | 0.7 | 45 | 0.041 | 0.051 | 0.061 | 0.069 | 0.081 | |
| H | 1 | 0.8 | 80 | 0.044 | 0.049 | 0.059 | 0.069 | 0.081 |
| 2 | 0.5 | 70 | 0.037 | 0.041 | 0.050 | 0.059 | 0.070 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | ||||||||
| Adjustment factors for speed (Vc) and feed (Fz) • INCH | ||||||||||
| Ae/D1 | ≤2% | >2% ≤ 5% | >5 ≤ 7.5% | >7.5% ≤ 10% | >10% ≤ 15% | >15% ≤ 20% | >20% ≤ 30% | >30% ≤ 40% | >40% ≤ 50% | >50% ≤ 100% |
| Kv | 3 | 2.5 | 1.9 | 1.4 | 1.35 | 1.3 | 1.2 | 1.1 | 1 | 0.9 |
| KFz | 3.28 | 2.3 | 1.95 | 1.7 | 1.5 | 1.25 | 1.09 | 1.02 | 1 | 1 |
| Note: Identify the radial engagement per percentage of the tool diameter (Ae/D1). That column will give you the factor to multiply the Base SMF and Base IPT on the Speed and Feed original table Kv = Factor to multiply the Speed by KFz = Factor to multiply the Feed by | ||||||||||
| To calculate application specific cutting data, please use KAp, Kv, and Kfz from tables above for adaption of cutting speeds and feeds respectively: Maximum Ae=(Ap1Max/D1) * KAp * D1 Vc new = Vc * Kv IPT new = IPT * KFz | Sample Calculation Material: S4 D1: 25 mm Ap: 2xD1 Max Ae: 30% x KAp x D1 --- 30% * 0.7 * D1 = 21%xD1 SFM: Base x Kv --- 45 * 1.2 = 54 IPT: Base x KFz --- 0.081 * 1.09 = 0.088 | Final cutting data recommendation: Max Ae = 0.3 * 0.7 * 25 = 5.25 mm Vc new = 45 * 1.2 = 54 m/min IPT new = 0.081 * 1.09 = 0.088 mm/th | ||||||||
| Table for Feed and Speed Calculation with Adjustment Factor • INCH | |||||||||
| Dik kenar frezeleme (A) | KCSM15A | Recommended feed per tooth (fz=IPT) for side milling | ||||||
| frac. | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||
| Malzeme grubu | Max Ae Factor (KAp) | Kesme hızı | dec. | 0.375 | 0.500 | 0.625 | 0.750 | 1 | |
| P | 3 | 1 | 420 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.003 | 0.0037 |
| 4 | 1 | 320 | IPT | 0.0016 | 0.0021 | 0.0024 | 0.0026 | 0.0031 | |
| 5 | 0.8 | 210 | IPT | 0.0014 | 0.0018 | 0.0022 | 0.0024 | 0.0029 | |
| 6 | 0.7 | 160 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0019 | 0.0022 | |
| M | 1 | 1 | 275 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.003 | 0.0037 |
| 2 | 0.8 | 200 | IPT | 0.0014 | 0.0018 | 0.0022 | 0.0024 | 0.0029 | |
| 3 | 0.8 | 200 | IPT | 0.0012 | 0.0015 | 0.0018 | 0.0019 | 0.0022 | |
| S | 1 | 0.5 | 160 | IPT | 0.0018 | 0.0023 | 0.0027 | 0.003 | 0.0037 |
| 2 | 0.5 | 100 | IPT | 0.0014 | 0.0018 | 0.0022 | 0.0024 | 0.0029 | |
| 3 | 0.5 | 80 | IPT | 0.001 | 0.0013 | 0.0014 | 0.0016 | 0.002 | |
| 4 | 0.7 | 160 | IPT | 0.0016 | 0.002 | 0.0024 | 0.0027 | 0.0032 | |
| H | 1 | 0.8 | 260 | IPT | 0.0016 | 0.0021 | 0.0024 | 0.0026 | 0.0031 |
| 2 | 0.5 | 230 | IPT | 0.0014 | 0.0018 | 0.002 | 0.0022 | 0.0026 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | |||||||||
| Adjustment factors for speed (Vc) and feed (Fz) • INCH | |||||||
| Maximum cutting width (Ae) for given cutting depth (Ap) | |||||||
| Ap | ≤.125 x D1 | >.125xD1 ≤ .5xD1 | >.5xD1 ≤ 1xD1 | >1xD1 ≤ 2xD1 | >2xD1 ≤ 3xD1 | >3xD1 ≤ 4xD1 | >4 x D1 |
| Max Ae | 100% x D1 | 50% x D1 x KAp | 40% x D1 x KAp | 30% x D1 x KAp | 20% x D1 x KAp | 15% x D1 x KAp | 10% x D1 x KAp |
| Note: KAp value is given on the Speed and Feed table, according to the type of workpiece material selected. | |||||||