Product Similar To: [Product Name]

KenDrill™ HPS • 8 x D • Internal Coolant • Straight Shank • Metric
Solid Carbide Drill for Non-Ferrous Materials
Features and benefits
- HPS Beyond™ drills for aluminum machining with MQL.
- Material-specific SC drill with highly polished surface that ensures superior chip evacuation and avoids built-up edge, even when MQL coolant is applied.
- Sharp cutting edge enables higher tool life in aluminum and other non-ferrous materials.
- HP point enables high feed rates by progressive rake angle.
- Enlarged flute design enables fast chip evacuation and high metal removal rates.
- Enlarged chamfer on back end according to DIN 69090-3 (round cylindrical for MQL) to ensure optimum coolant flow without leakage.
Uses and application
Drilling: Stacked Plates
Drilling
Drilling: Convex
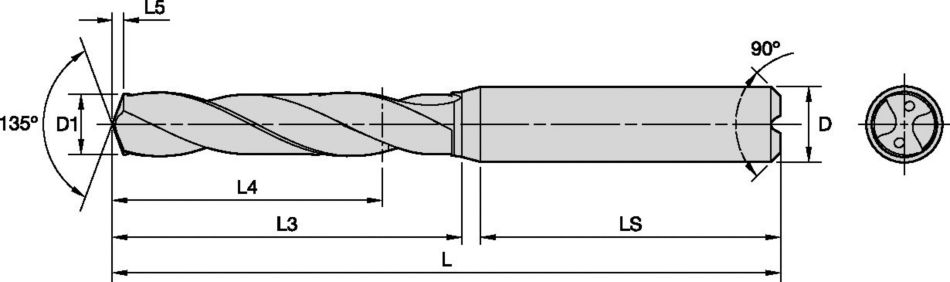
Tool Dimensions: 2flute/2margin/coolant
DIN number 6535
DIN number 6537
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
DIN Numbers: ER Collet


