Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
Kennametal a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente Cambiar cuenta
Dirección de envío (#) Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
Notifications
Mark all as read- Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Kennametal a su servicio
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución:{{SolutionName}}- Productos
- /
- Plaquitas para BB KSSM 45° • SECX-GD2
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.
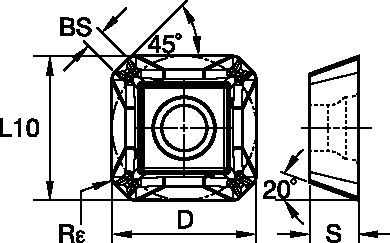
Plaquitas para BB KSSM 45° • SECX-GD2
Plaquitas
Features and benefits
- Geometría GD2 para menores fuerzas de corte.
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..NGD2 | KC725M | .E..NGN | KC725M | .S..NGN | KC725M |
| H1 | – | – | – | – | – | – |
Avances iniciales recomendados [mm]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..NGD2 | 0,88 | 1,70 | 2,85 | 0,65 | 1,26 | 2,09 | 0,57 | 1,10 | 1,82 | 0,53 | 1,02 | 1,69 | 0,52 | 1,00 | 1,66 | .E..NGD2 |
| .E..NGN | 0,88 | 1,70 | 2,85 | 0,65 | 1,26 | 2,09 | 0,57 | 1,10 | 1,82 | 0,53 | 1,02 | 1,69 | 0,52 | 1,00 | 1,66 | .E..NGN |
| .S..NGN | 1,04 | 2,03 | 3,41 | 0,78 | 1,50 | 2,49 | 0,68 | 1,30 | 2,16 | 0,63 | 1,22 | 2,01 | 0,62 | 1,19 | 1,97 | .S..NGN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Feeds [IPT]
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..NGD2 | .035 | .071 | .129 | .026 | .050 | .085 | .022 | .043 | .072 | .021 | .040 | .066 | .020 | .039 | .065 | .E..NGD2 |
| .E..NGN | .035 | .071 | .129 | .026 | .050 | .085 | .022 | .043 | .072 | .021 | .040 | .066 | .020 | .039 | .065 | .E..NGN |
| .S..NGN | .043 | .087 | .165 | .031 | .061 | .103 | .027 | .052 | .086 | .025 | .048 | .080 | .024 | .047 | .078 | .S..NGN |
Velocidades iniciales recomendadas (m/min)
| Malzeme grubu | KC725M | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1 | – | – | – |
| 2 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | 75 | 55 | 35 | |
| H | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC725M | |||
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| N | 1 | – | – | – |
| 2 | – | – | – | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | 240 | 180 | 120 | |
| H | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
Información de programación general
| kesme çapı | maksimum rampalama | Ap1 maks | minumum delik çapı (DH) | maksimum tabanı-düz delik çapı (DH1) | düz tabansız maksimum çap |
| 50mm | 2.11° | 1,65 | 96,34 | 78,02 | 100 |
| 52mm | 1.97° | 1,65 | 100,34 | 82,02 | 104 |
| 63mm | 1.46° | 1,65 | 122,34 | 104,02 | 126 |
| 66mm | 1.37° | 1,65 | 128,34 | 110,02 | 132 |
| 80mm | 1.04° | 1,65 | 156,34 | 138,02 | 160 |
| 100mm | 0.78° | 1,65 | 196,34 | 178,02 | 200 |
| 125mm | 0.59° | 1,65 | 246,34 | 228,02 | 250 |
| Rt | Wt | t |
| 4,1 | 11,0 | 1,3 |
| cutter diameter | max ramping | Ap1 max | min hole diameter (DH) | min flat-bottom hole diameter (DH1) | max hole diameter no flat bottom |
| 2.0" | 2.05° | .065" | 3.856" | 3.134" | 4.0" |
| 2.5" | 1.45° | .065" | 4.856" | 4.134" | 5.0" |
| 3.0" | 1.11° | .065" | 5.856" | 5.134" | 6.0" |
| 4.0" | 0.76° | .065" | 7.856" | 7.134" | 8.0" |
| 5.0" | 0.58° | .065" | 9.856" | 9.134" | 10.0" |
| Rt | Wt | t |
| .161 | .433 | .051 |