欢迎
请确认您的首选项
更新首选项
产品建议
Product Family suggestions
编辑解决方案
添加解决方案
解决方案名称:{{SolutionName}}Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

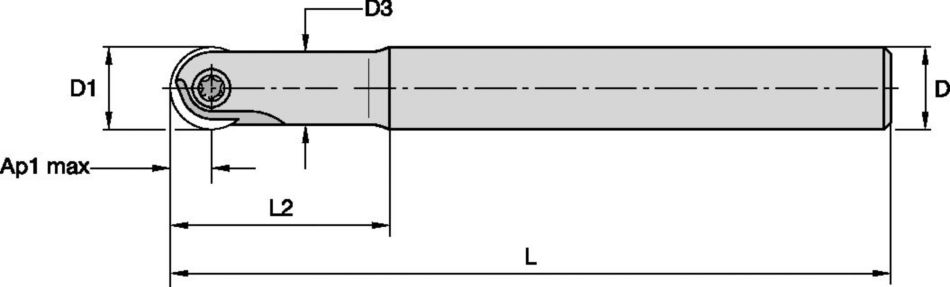
KDMB • Ball Nose Finisher • Necked End Mills • Steel Shank • Inch
Indexable Ball Nose Finisher
Features and benefits
- Cutting diameter ranges from .375–1.250".
- Ball nose finishers for 3D milling applications.
- Suitable for roughing and fi nishing operations.
- High precision and runout accuracy.
- Can be used with heat shrink technology, h6 shank tolerance.
Uses and application
坡铣: 毛坯
槽铣: 球形刀尖
侧铣/方肩铣削: 球形刀尖
3D仿形加工
刀柄 — 圆柱 平面
刀座
KDMB Ball Nose Platform • .250"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC515M | .E..GP | KC515M | – | – |
KDMB Ball Nose Platform • .312"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci | | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | – | – | – | – |
| K3 | .E..GP | KC515M | – | – | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
KDMB Ball Nose Platform • .375"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci | | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
KDMB Ball Nose Platform • .500"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci | | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC515M |
KDMB Ball Nose Platform • .625"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci | | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
KDMB Ball Nose Platform • .750"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci | | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC515M |
KDMB Ball Nose Platform • 1.00"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci | | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC515M |
KDMB Ball Nose Platform • 1.25"
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci | | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GP | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GP | KC515M |
| M1–M2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| M3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K1–K2 | .E..GP | KC515M | – | – | – | – |
| K3 | .E..GP | KC515M | – | – | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | ||
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GP | KC515M |
KDMB Ball Nose • .250"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .125 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
At .050 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .025 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
At .013 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .006 | .008 | .015 | .004 | .006 | .011 | .004 | .005 | .010 | .004 | .005 | .009 | .004 | .005 | .009 | .E..LD |
| .E..GP | .006 | .008 | .015 | .004 | .006 | .011 | .004 | .005 | .010 | .004 | .005 | .009 | .004 | .005 | .009 | .E..GP |
KDMB Ball Nose • .312"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .156 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
At .047 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .031 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
At .016 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
KDMB Ball Nose • .375"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .188 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
At .056 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .038 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
At .019 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
KDMB Ball Nose • .500"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .250 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..GN | .007 | .010 | .018 | .005 | .008 | .013 | .004 | .007 | .011 | .004 | .006 | .011 | .004 | .006 | .011 | .E..GN |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
At .075 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .050 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..GN | .016 | .024 | .042 | .012 | .017 | .031 | .010 | .015 | .026 | .009 | .014 | .025 | .009 | .014 | .024 | .E..GN |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
At .025 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..GN | .009 | .014 | .025 | .007 | .011 | .019 | .006 | .009 | .016 | .006 | .009 | .015 | .006 | .008 | .015 | .E..GN |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..GN | .011 | .017 | .030 | .008 | .013 | .022 | .007 | .011 | .019 | .007 | .010 | .018 | .007 | .010 | .018 | .E..GN |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
KDMB Ball Nose • .625"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .313 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
At .094 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
At .063 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .031 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
KDMB Ball Nose • .750"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .375 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..GN | .007 | .010 | .018 | .005 | .008 | .013 | .004 | .007 | .011 | .004 | .006 | .011 | .004 | .006 | .011 | .E..GN |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
At .113 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .075 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..GN | .009 | .014 | .025 | .007 | .011 | .019 | .006 | .009 | .016 | .006 | .009 | .015 | .006 | .008 | .015 | .E..GN |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
At .038 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..GN | .016 | .024 | .042 | .012 | .017 | .031 | .010 | .015 | .026 | .009 | .014 | .025 | .009 | .014 | .024 | .E..GN |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..GN | .011 | .017 | .030 | .008 | .013 | .022 | .007 | .011 | .019 | .007 | .010 | .018 | .007 | .010 | .018 | .E..GN |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
KDMB Ball Nose • 1.00"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .500 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
| .E..GN | .007 | .010 | .018 | .005 | .008 | .013 | .004 | .007 | .011 | .004 | .006 | .011 | .004 | .006 | .011 | .E..GN |
| .E..HC | .007 | .014 | .024 | .005 | .010 | .018 | .004 | .009 | .015 | .004 | .008 | .014 | .004 | .008 | .014 | .E..HC |
At .150 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .100 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
| .E..GN | .009 | .014 | .025 | .007 | .011 | .019 | .006 | .009 | .016 | .006 | .009 | .015 | .006 | .008 | .015 | .E..GN |
| .E..HC | .009 | .019 | .034 | .007 | .014 | .025 | .006 | .012 | .021 | .006 | .011 | .020 | .006 | .011 | .020 | .E..HC |
At .050 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
| .E..GN | .016 | .024 | .042 | .012 | .017 | .031 | .010 | .015 | .026 | .009 | .014 | .025 | .009 | .014 | .024 | .E..GN |
| .E..HC | .016 | .032 | .057 | .012 | .023 | .041 | .010 | .020 | .035 | .009 | .019 | .033 | .009 | .018 | .032 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| .E..GN | .011 | .017 | .030 | .008 | .013 | .022 | .007 | .011 | .019 | .007 | .010 | .018 | .007 | .010 | .018 | .E..GN |
| .E..HC | .011 | .023 | .041 | .008 | .017 | .030 | .007 | .015 | .026 | .007 | .014 | .024 | .007 | .013 | .023 | .E..HC |
KDMB Ball Nose • 1.25"
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | ||||
At .625 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..LD |
| .E..GP | .005 | .007 | .012 | .004 | .005 | .009 | .003 | .004 | .008 | .003 | .004 | .007 | .003 | .004 | .007 | .E..GP |
At .188 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At .125 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..LD |
| .E..GP | .011 | .016 | .028 | .008 | .012 | .020 | .007 | .010 | .018 | .007 | .009 | .016 | .006 | .009 | .016 | .E..GP |
At .063 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..LD |
| .E..GP | .008 | .011 | .020 | .006 | .008 | .015 | .005 | .007 | .013 | .005 | .007 | .012 | .005 | .007 | .012 | .E..GP |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..LD |
| .E..GP | .007 | .009 | .017 | .005 | .007 | .012 | .004 | .006 | .011 | .004 | .006 | .010 | .004 | .006 | .010 | .E..GP |
Recommended Starting Speeds [SFM]
| Malzeme grubu | K115M | KC505M | KC515M | KC530M | |||||||||
| P | 1 | – | – | – | – | – | – | 1080 | 960 | 840 | 900 | 780 | 660 |
| 2 | – | – | – | – | – | – | 1020 | 900 | 780 | 780 | 660 | 540 | |
| 3 | – | – | – | – | – | – | 900 | 780 | 660 | 660 | 600 | 540 | |
| 4 | – | – | – | 1180 | 860 | 710 | 780 | 660 | 540 | 600 | 540 | 480 | |
| 5 | – | – | – | 1180 | 860 | 710 | 660 | 540 | 420 | 540 | 480 | 420 | |
| 6 | – | – | – | 1140 | 780 | 620 | 540 | 420 | 360 | 420 | 360 | 300 | |
| M | 1 | – | – | – | – | – | – | 1080 | 900 | 780 | 900 | 720 | 600 |
| 2 | – | – | – | – | – | – | 900 | 720 | 540 | 600 | 480 | 420 | |
| 3 | – | – | – | – | – | – | 720 | 600 | 480 | 480 | 420 | 360 | |
| K | 1 | 720 | 600 | 480 | – | – | – | 1440 | 1080 | 720 | – | – | – |
| 2 | 600 | 480 | 360 | – | – | – | 1080 | 840 | 600 | – | – | – | |
| 3 | 360 | 300 | 240 | – | – | – | 480 | 360 | 240 | – | – | – | |
| N | 1–2 | 1440 | 1080 | 720 | – | – | – | – | – | – | – | – | – |
| 3 | 960 | 720 | 600 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | 300 | 230 | 160 | – | – | – | – | – | – | 260 | 200 | 170 | |
| H | 1 | – | – | – | 860 | 670 | 550 | 550 | 400 | 310 | – | – | – |