Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Turn up your volume for less with our limited-time offers! Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Solid End Milling
- /
- High-Performance Solid Carbide End Mills
- /
- HARVI™ III HP Solid Carbide End Mills
- /
- HARVI™ III • Ball Nose • 6 Flutes • Necked • Plain Shank • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

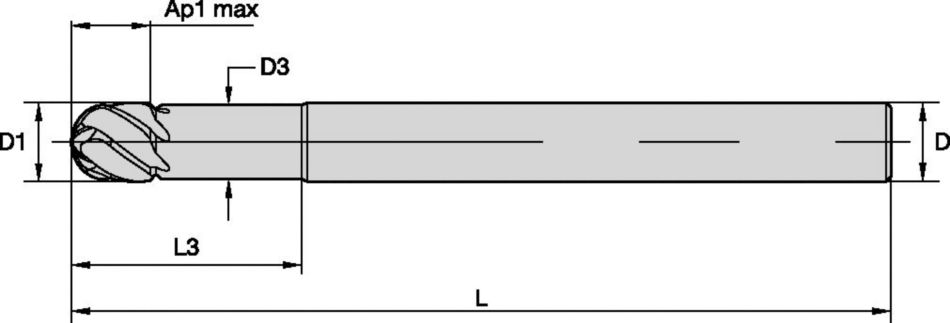
HARVI™ III • Ball Nose • 6 Flutes • Necked • Plain Shank • Inch
HARVI™ III Solid Carbide End Mill for 3D Profiling with Highest Productivity
Features and benefits
- Versatile solid carbide end mill for steels, stainless steel, and high-temperature alloys.
- HARVI™ III solid carbide end mills cover a variety of operations.
- HARVI™ III solid carbide end mills feature unequal flute spacing for chatter-free machining at highest feed rates.
- Eccentric relief grind for higher edge stability and higher feed rates.
- Centre cutting for plunging and ramping operations.
Uses and application
Ball Nose Trochoidal Milling
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Tool Dimensions: Flute Configuration: 6
Helix Angle: 38°
| Parmak freze toleransları | |||
| D1 | Tolerans | D | Tolerans h6 + / - |
| All | +.000/- .002" | ≤1/8" | +0/-.00024" |
| +0/-.00031" | |||
| +0/-.00035" | |||
| +0/-.00043" | |||
| 0/.00051" | |||
HARVI III • UJBE • Ball Nose • Unequal Flute Spacing • Roughing
| Malzeme grubu |  | KCSM15A | Recommended feed per tooth (IPT = inch/th) for side milling. | |||||||||||||||
| Kesme hızı | D1 | |||||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||||
| ap | ae | min | max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .4375 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |||
| P | 0 | Ap max | 0.4 x D | 490 | 660 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 | |
| 1 | Ap max | 0.4 x D | 490 | 660 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 | ||
| 2 | Ap max | 0.4 x D | 460 | 620 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0034 | 0.0039 | 0.0044 | 0.0049 | 0.0049 | ||
| 3 | Ap max | 0.4 x D | 390 | 520 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | ||
| 4 | Ap max | 0.4 x D | 300 | 490 | IPT | 0.0007 | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | ||
| 5 | Ap max | 0.4 x D | 200 | 330 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | ||
| 6 | Ap max | 0.4 x D | 160 | 250 | IPT | 0.0005 | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | ||
| M | 1 | Ap max | 0.4 x D | 300 | 380 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | |
| 2 | Ap max | 0.4 x D | 200 | 260 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0031 | 0.0036 | 0.0039 | ||
| 3 | Ap max | 0.4 x D | 200 | 230 | IPT | 0.0005 | 0.0008 | 0.0010 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0029 | ||
| S | 1 | Ap max | 0.4 x D | 160 | 300 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0020 | 0.0023 | 0.0026 | 0.0029 | 0.0034 | 0.0039 | 0.0045 | 0.0048 | |
| 2 | Ap max | 0.4 x D | 80 | 160 | IPT | 0.0004 | 0.0006 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | ||
| 3 | Ap max | 0.4 x D | 80 | 130 | IPT | 0.0004 | 0.0006 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0018 | 0.0021 | 0.0024 | 0.0026 | ||
| 4 | Ap max | 0.4 x D | 160 | 200 | IPT | 0.0005 | 0.0008 | 0.0011 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0028 | 0.0033 | 0.0036 | ||
| H | 1 | Ap max | 0.4 x D | 260 | 460 | IPT | 0.0007 | 0.0010 | 0.0014 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0039 | 0.0040 | |
HARVI III • UJBE • Ball Nose • Unequal Flute Spacing • Roughing
| Malzeme grubu | | KCSM15A | Recommended feed per tooth (IPT = inch/th) for side milling. | |||||||||||||||
| Kesme hızı | D1 | |||||||||||||||||
| frac. | 1/8 | 3/16 | 1/4 | 5/16 | 3/8 | 7/16 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||||
| ap | ae | min | max | dec. | .1250 | .1875 | .2500 | .3125 | .3750 | .4375 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |||
| P | 0 | Ap max | 0.06 x D | 940 | 1250 | IPT | 0.0011 | 0.0016 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | 0.0059 | |
| 1 | Ap max | 0.06 x D | 940 | 1250 | IPT | 0.0011 | 0.0016 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | 0.0059 | ||
| 2 | Ap max | 0.06 x D | 870 | 1180 | IPT | 0.0011 | 0.0016 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0041 | 0.0047 | 0.0053 | 0.0059 | 0.0059 | ||
| 3 | Ap max | 0.06 x D | 750 | 1000 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | 0.0058 | ||
| 4 | Ap max | 0.06 x D | 560 | 940 | IPT | 0.0008 | 0.0012 | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0031 | 0.0036 | 0.0040 | 0.0046 | 0.0048 | ||
| 5 | Ap max | 0.06 x D | 370 | 620 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | 0.0047 | ||
| 6 | Ap max | 0.06 x D | 310 | 470 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | 0.0035 | ||
| M | 1 | Ap max | 0.06 x D | 560 | 720 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | 0.0058 | |
| 2 | Ap max | 0.06 x D | 370 | 500 | IPT | 0.0007 | 0.0011 | 0.0015 | 0.0019 | 0.0022 | 0.0025 | 0.0028 | 0.0033 | 0.0037 | 0.0043 | 0.0047 | ||
| 3 | Ap max | 0.06 x D | 370 | 440 | IPT | 0.0006 | 0.0009 | 0.0012 | 0.0016 | 0.0018 | 0.0021 | 0.0023 | 0.0027 | 0.0030 | 0.0034 | 0.0035 | ||
| S | 1 | Ap max | 0.06 x D | 310 | 560 | IPT | 0.0009 | 0.0013 | 0.0018 | 0.0023 | 0.0027 | 0.0031 | 0.0035 | 0.0041 | 0.0046 | 0.0054 | 0.0058 | |
| 2 | Ap max | 0.06 x D | 160 | 310 | IPT | 0.0005 | 0.0007 | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0018 | 0.0022 | 0.0025 | 0.0029 | 0.0032 | ||
| 3 | Ap max | 0.06 x D | 160 | 250 | IPT | 0.0005 | 0.0007 | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0018 | 0.0022 | 0.0025 | 0.0029 | 0.0032 | ||
| 4 | Ap max | 0.06 x D | 310 | 370 | IPT | 0.0006 | 0.0009 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | ||
| H | 1 | Ap max | 0.06 x D | 500 | 870 | IPT | 0.0008 | 0.0012 | 0.0017 | 0.0021 | 0.0025 | 0.0028 | 0.0031 | 0.0036 | 0.0040 | 0.0046 | 0.0048 | |