Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego Zmień konto
Konto odbiorcy Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
Powiadomienia
Oznacz wszystkie jako przeczytane- Zmień hasło
- Mój profil
- Wyloguj się
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Podnieś swoją wydajność za mniej dzięki naszym ofertom ograniczonym czasowo! Kup teraz
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa :{{SolutionName}}- Produkty
- /
- Narzędzia do obróbki skrawaniem
- /
- Frezowanie
- /
- Frezy składane
- /
- Frezy walcowo-czołowe
- /
- 5720 Series • Two Cutting Edges • Ap1 max 16mm
- /
- Cutters 5720 • Metric
- /
- 5720 Series • End Mill • Monobloc HSK63A • Metric
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

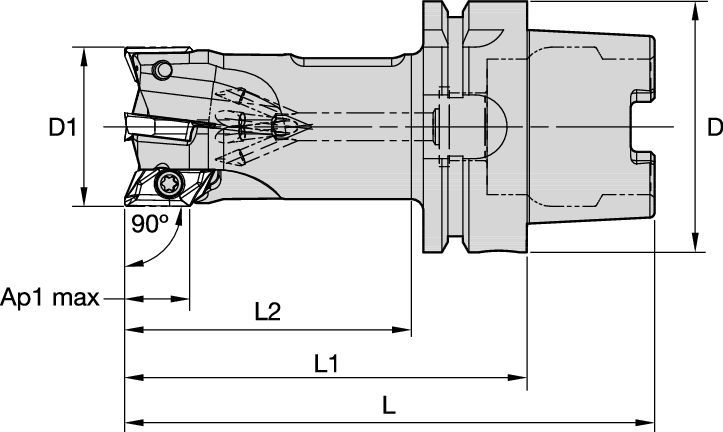
5720 Series • End Mill • Monobloc HSK63A • Metric
Shoulder milling cutter for high-speed aluminum machining.
Właściwości i zalety
- For pocketing and profiling in aluminum and aluminum alloys.
- Maximum stability in high-speed applications.
- Excellent choice for components with thin walls due to low cutting pressure.
- Internal coolant supply.
- Reinforced pockets for high feed applications and ramping, increasing tool and productivity.
Zastosowania
Spiral Circular
Face Milling
Helical Milling
Ramping: Blank
Side Milling/Shoulder Milling: Square End
Milling - Through Coolant
Pocketing
Counter Boring
Inclined Square End Mill
Poradnik doboru płytek
| 5720 Series • Insert Selection Guide | ||||||
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | .F..721 | GH1 | .F..721 | GH1 | .F..721 | GH1 |
| N3 | .F..721 | GH1 | .F..721 | GH1 | .F..721 | GH1 |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Zalecane wyjściowe wartości posuwu [mm]
| 5720 Series • Recommended Starting Feeds [mm/th] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| ...FR721 | 0,12 | 0.45 | 0.81 | 0,08 | 0.33 | 0.58 | 0,06 | 0.25 | 0.43 | 0,06 | 0.21 | 0.38 | 0,05 | 0.2 | 0.35 |
| ...ER721 | 0.15 | 0.50 | 0.92 | 0.11 | 0.36 | 0.66 | 0.08 | 0.27 | 0.5 | 0.07 | 0,24 | 0.43 | 0.07 | 0,22 | 0,40 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
| 5720 Series • Recommended Starting Feeds [IPT] | |||||||||||||||
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | |||||||||||
| L | M | H | L | M | H | L | M | H | L | M | H | L | M | H | |
| ...FR721 | 0,12 | 0.45 | 0.81 | 0,08 | 0.33 | 0.58 | 0,06 | 0.25 | 0.43 | 0,06 | 0.21 | 0.38 | 0,05 | 0.2 | 0.35 |
| ...ER721 | 0.15 | 0.50 | 0.92 | 0.11 | 0.36 | 0.66 | 0.08 | 0.27 | 0.5 | 0.07 | 0,24 | 0.43 | 0.07 | 0,22 | 0,40 |
| L = Light Machining; M = Medium Machining; H = Heavy Machining NOTE: Use "Light Machining" values as starting feed rate. | |||||||||||||||
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| 5720 Series • Recommended Starting Speed [m/min] | ||||
| Kalite | GH1 | |||
| Talaş kalınlığı hex mm | Min. | Maks. | ||
| Malzeme grubu | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | 215 | 140 | 120 |
| 2 | 195 | 120 | 100 | |
| 3 | 180 | 105 | 80 | |
| N | 1 | 795 | 695 | 600 |
| 2 | 615 | 520 | 425 | |
| 3 | 615 | 520 | 425 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||
| 5720 Series • Recommended Starting Speed [SFM] | ||||
| Kalite | GH1 | |||
| Chip Thickness hex Inch | Min. | Maks. | ||
| Malzeme grubu | Maks. | Başlangıç | Min. | |
| P | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| 5 | – | – | – | |
| 6 | – | – | – | |
| M | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| K | 1 | 705 | 460 | 395 |
| 2 | 640 | 395 | 330 | |
| 3 | 590 | 345 | 260 | |
| N | 1 | 2610 | 2280 | 1970 |
| 2 | 2020 | 1705 | 1395 | |
| 3 | 2020 | 1705 | 1395 | |
| S | 1 | – | – | – |
| 2 | – | – | – | |
| 3 | – | – | – | |
| 4 | – | – | – | |
| H | 1 | – | – | – |
| As the average chip thickness increases, speed should be decreased. Material groups P, M, K and H show recommended starting speeds for dry machining. For wet machining, reduce speed by 20%. Material groups N and S show recommended starting speeds for wet machining. Not recommended for dry machining. | ||||