
Frezy trzpieniowe z chwytem walcowym • WPGX03... • Metryczne
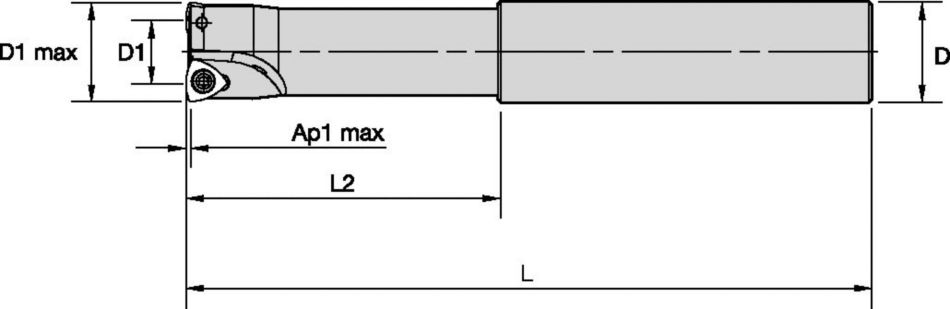
Frezy trzpieniowe z chwytem walcowym
Właściwości i zalety
- Opracowane na potrzeby mniejszych obrabiarek i/lub obróbki elementów z zastosowaniem strategii frezowania z wysokimi wartościami posuwu.
- Frezy o drobnej podziałce zwiększają produktywność; możliwość pracy z wartościami posuwu sięgającymi nawet fn 1,5 mm/ostrze.
- Frezowanie kieszeni, frezowanie skośne i frezowanie z interpolacją śrubową.
- Pierwszy wybór do zastosowań o głębokości większej niż 3 x D.
Zastosowania
Helical Milling
Plunge Milling
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Milling - Through Coolant
Pocketing
