Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego Zmień konto
Konto odbiorcy Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
Powiadomienia
Oznacz wszystkie jako przeczytane- Zmień hasło
- Mój profil
- Wyloguj się
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Podnieś swoją wydajność za mniej dzięki naszym ofertom ograniczonym czasowo! Kup teraz
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa :{{SolutionName}}- Produkty
- /
- GOmill GP • 4CH..DK-DL • 4 ostrza • Metryczne
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.



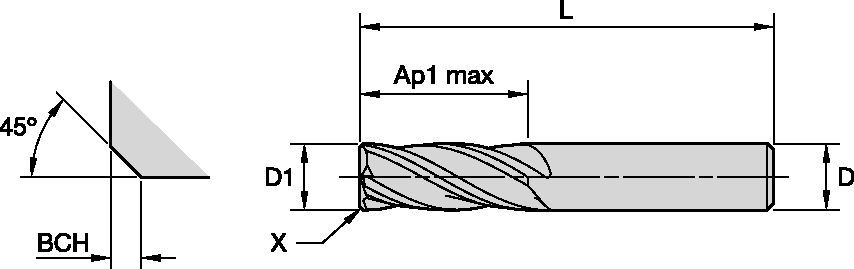
GOmill GP • 4CH..DK-DL • 4 ostrza • Metryczne
GOmill GP • 4CH..DK-DL • Krótkie • Standardowe
Właściwości i zalety
- Ostrze centralne.
Zastosowania
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
DIN number 6527
Tool Dimensions: Flute Configuration: 4
Helix Angle: 30°
Corner Style: Corner Chamfer
| Parmak freze toleransları | |||
| D1 | Tolerans e8 | D | Tolerans h6 + / - |
| ≤ 3 | -0,014 / -0,028 | ≤ 3 | +0 / -0,006 |
| -0,020 / -0,038 | +0 / -0,008 | ||
| -0,025 / -0,047 | +0 / -0,009 | ||
| -0,032 / -0,059 | +0 / -0,011 | ||
| -0,040 / -0,073 | +0 / -0,013 | ||
 |  |  | ||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | ||||||||||||||||||
| A | B | Kesme hızı; | D1 | |||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 1000 | fz | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,016 | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 750 | fz | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | ||
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
 |  |  | |||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | |||||||||||||||||
| A | B | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |