Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj, User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego Zmień konto
Konto odbiorcy Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
Powiadomienia
Oznacz wszystkie jako przeczytane- Zmień hasło
- Mój profil
- Wyloguj się
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Podnieś swoją wydajność za mniej dzięki naszym ofertom ograniczonym czasowo! Kup teraz
Pozycje pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa :{{SolutionName}}- Produkty
- /
- Ostrze kuliste KDMB do obróbki wykańczającej • Frezy trzpieniowe z przewężoną szyjką • Chwyt walcowy • Stal • Metryczne
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

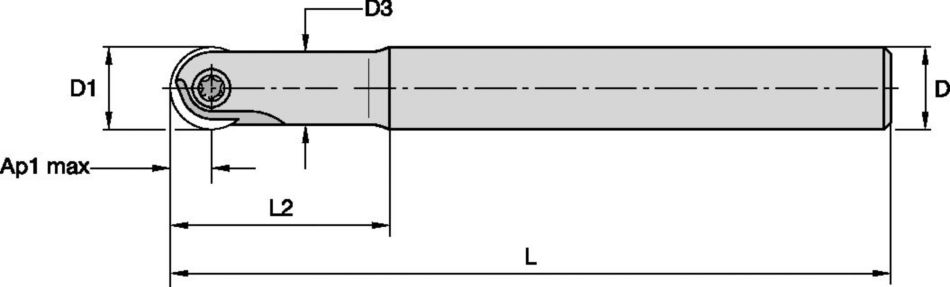
Ostrze kuliste KDMB do obróbki wykańczającej • Frezy trzpieniowe z przewężoną szyjką • Chwyt walcowy • Stal • Metryczne
Wymienne ostrze kuliste do obróbki wykańczającej
Właściwości i zalety
- Dostępne średnice: 12–32 mm.
- Wysoka precyzja i dokładność bicia.
- Możliwość mocowania w oprawkach skurczowych, tolerancja chwytu h6.
- Odpowiednie do obróbki zgrubnej i wykańczającej.
Zastosowania
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Pocketing
Platforma KDMB z ostrzem kulistym • 6 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | – | – |
| M1–M2 | .E..GP | KC515M | – | – | – | – |
| M3 | .E..GP | KC515M | ||||
| K1–K2 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| K3 | .E..GP | KC515M | .E..GP | KC515M | – | – |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 8 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| M3 | .E..GP | KC515M | .E..GN | KC530M | – | – |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 10 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..GN | KC515M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC515M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..GN | KC530M |
| M1–M2 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| M3 | .E..GP | KC515M | .E..GN | KC530M | .E..GN | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | – | – |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 12 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 16 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 20 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 25 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Platforma KDMB z ostrzem kulistym • 32 mm
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .E..GP | KC515M | .E..GP | KC515M | .E..HC | KC530M |
| P3–P4 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| P5–P6 | .E..GP | KC505M | .E..GP | KC515M | .E..HC | KC530M |
| M1–M2 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| M3 | .E..GP | KC515M | .E..HC | KC530M | .E..HC | KC530M |
| K1–K2 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| K3 | .E..GP | KC515M | .E..GN | KC515M | .E..GN | KC515M |
| N1–N2 | .E..LD | K115M | .E..LD | K115M | – | – |
| N3 | .E..LD | K115M | .E..LD | K115M | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | .E..LD | K115M | .E..GP | KC515M | .E..HC | KC530M |
| H1 | .E..GP | KC505M | .E..GP | KC505M | .E..GN | KC505M |
Ostrze kuliste KDMB • 6 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 3,00 | 1,50 | 0,50 | 0,25 |
| 6,00 | 6,00 | 5,20 | 3,32 | 2,40 |
Przy osiowej głębokości skrawania (ap) 3,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,34 | 0,11 | 0,15 | 0,25 | 0,09 | 0,13 | 0,22 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,34 | 0,13 | 0,19 | 0,25 | 0,11 | 0,17 | 0,22 | 0,10 | 0,16 | 0,21 | 0,10 | 0,15 | 0,20 | .E..GN |
Przy osiowej głębokości skrawania (ap) 1,50
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 0,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,14 | 0,19 | 0,34 | 0,10 | 0,14 | 0,25 | 0,09 | 0,13 | 0,22 | 0,08 | 0,12 | 0,21 | 0,08 | 0,12 | 0,20 | .E..LD |
| .E..GP | 0,16 | 0,23 | 0,39 | 0,12 | 0,17 | 0,29 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,10 | 0,14 | 0,23 | .E..GP |
| .E..GN | 0,20 | 0,29 | 0,39 | 0,15 | 0,22 | 0,29 | 0,13 | 0,19 | 0,26 | 0,12 | 0,18 | 0,24 | 0,12 | 0,18 | 0,23 | .E..GN |
Przy osiowej głębokości skrawania (ap) 0,25
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,86 | 0,27 | 0,38 | 0,64 | 0,23 | 0,33 | 0,56 | 0,22 | 0,31 | 0,52 | 0,21 | 0,30 | 0,51 | .E..GP |
| .E..GN | 0,43 | 0,64 | 0,86 | 0,32 | 0,48 | 0,64 | 0,28 | 0,42 | 0,56 | 0,26 | 0,39 | 0,52 | 0,25 | 0,38 | 0,51 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,62 | 0,19 | 0,27 | 0,46 | 0,17 | 0,24 | 0,40 | 0,16 | 0,22 | 0,38 | 0,15 | 0,22 | 0,37 | .E..GP |
| .E..GN | 0,31 | 0,46 | 0,62 | 0,23 | 0,35 | 0,46 | 0,20 | 0,30 | 0,40 | 0,19 | 0,28 | 0,38 | 0,18 | 0,28 | 0,37 | .E..GN |
Ostrze kuliste KDMB • 8 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 4,00 | 1,50 | 0,50 | 0,25 |
| 8,00 | 8,00 | 6,24 | 3,87 | 2,78 |
Przy osiowej głębokości skrawania (ap) 4,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,25 | 0,43 | 0,13 | 0,19 | 0,32 | 0,11 | 0,17 | 0,28 | 0,10 | 0,16 | 0,26 | 0,10 | 0,15 | 0,25 | .E..GN |
Przy osiowej głębokości skrawania (ap) 1,50
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 0,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,33 | 0,55 | 0,16 | 0,24 | 0,41 | 0,14 | 0,21 | 0,36 | 0,13 | 0,20 | 0,33 | 0,13 | 0,20 | 0,33 | .E..GN |
Przy osiowej głębokości skrawania (ap) 0,25
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,74 | 1,23 | 0,37 | 0,55 | 0,92 | 0,32 | 0,48 | 0,80 | 0,30 | 0,45 | 0,75 | 0,29 | 0,44 | 0,73 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,53 | 0,88 | 0,26 | 0,39 | 0,66 | 0,23 | 0,34 | 0,57 | 0,21 | 0,32 | 0,54 | 0,21 | 0,31 | 0,52 | .E..GN |
Ostrze kuliste KDMB • 10 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 5,00 | 2,00 | 1,00 | 0,50 |
| 10,00 | 10,00 | 8,00 | 6,00 | 4,36 |
Przy osiowej głębokości skrawania (ap) 5,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
Przy osiowej głębokości skrawania (ap) 2,00
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 1,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,27 | 0,38 | 0,67 | 0,20 | 0,29 | 0,50 | 0,18 | 0,25 | 0,44 | 0,17 | 0,23 | 0,41 | 0,16 | 0,23 | 0,40 | .E..LD |
| .E..GP | 0,33 | 0,46 | 0,81 | 0,24 | 0,34 | 0,60 | 0,21 | 0,30 | 0,53 | 0,20 | 0,28 | 0,49 | 0,19 | 0,28 | 0,48 | .E..GP |
| .E..GN | 0,39 | 0,62 | 1,08 | 0,29 | 0,46 | 0,81 | 0,25 | 0,40 | 0,70 | 0,24 | 0,37 | 0,66 | 0,23 | 0,37 | 0,64 | .E..GN |
Przy osiowej głębokości skrawania (ap) 0,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,28 | 0,49 | 0,15 | 0,21 | 0,37 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..LD |
| .E..GP | 0,24 | 0,33 | 0,59 | 0,18 | 0,25 | 0,44 | 0,15 | 0,22 | 0,38 | 0,14 | 0,20 | 0,36 | 0,14 | 0,20 | 0,35 | .E..GP |
| .E..GN | 0,28 | 0,45 | 0,78 | 0,21 | 0,33 | 0,58 | 0,18 | 0,29 | 0,51 | 0,17 | 0,27 | 0,48 | 0,17 | 0,27 | 0,47 | .E..GN |
Ostrze kuliste KDMB • 12 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 6,00 | 2,00 | 1,00 | 0,50 |
| 12,00 | 12,00 | 8,94 | 6,63 | 4,80 |
Przy osiowej głębokości skrawania (ap) 6,00
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 2,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,22 | 0,39 | 0,12 | 0,17 | 0,29 | 0,10 | 0,15 | 0,26 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | .E..LD |
| .E..GP | 0,19 | 0,27 | 0,47 | 0,14 | 0,20 | 0,35 | 0,12 | 0,18 | 0,31 | 0,12 | 0,16 | 0,29 | 0,11 | 0,16 | 0,28 | .E..GP |
| .E..GN | 0,23 | 0,36 | 0,63 | 0,17 | 0,27 | 0,47 | 0,15 | 0,23 | 0,41 | 0,14 | 0,22 | 0,38 | 0,14 | 0,21 | 0,38 | .E..GN |
| .E..HC | 0,23 | 0,45 | 0,79 | 0,17 | 0,34 | 0,59 | 0,15 | 0,29 | 0,51 | 0,14 | 0,27 | 0,48 | 0,14 | 0,27 | 0,47 | .E..HC |
Przy osiowej głębokości skrawania (ap) 0,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,42 | 0,74 | 0,22 | 0,31 | 0,55 | 0,19 | 0,27 | 0,48 | 0,18 | 0,26 | 0,45 | 0,18 | 0,25 | 0,44 | .E..LD |
| .E..GP | 0,36 | 0,50 | 0,88 | 0,27 | 0,38 | 0,66 | 0,23 | 0,33 | 0,57 | 0,22 | 0,31 | 0,54 | 0,21 | 0,30 | 0,53 | .E..GP |
| .E..GN | 0,43 | 0,67 | 1,18 | 0,32 | 0,50 | 0,88 | 0,28 | 0,44 | 0,77 | 0,26 | 0,41 | 0,72 | 0,25 | 0,40 | 0,70 | .E..GN |
| .E..HC | 0,43 | 0,84 | 1,48 | 0,32 | 0,63 | 1,10 | 0,28 | 0,55 | 0,96 | 0,26 | 0,51 | 0,89 | 0,25 | 0,50 | 0,88 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,21 | 0,30 | 0,53 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,18 | 0,32 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,36 | 0,64 | 0,19 | 0,27 | 0,48 | 0,17 | 0,24 | 0,41 | 0,16 | 0,22 | 0,39 | 0,15 | 0,22 | 0,38 | .E..GP |
| .E..GN | 0,31 | 0,48 | 0,85 | 0,23 | 0,36 | 0,64 | 0,20 | 0,32 | 0,55 | 0,19 | 0,30 | 0,52 | 0,18 | 0,29 | 0,51 | .E..GN |
| .E..HC | 0,31 | 0,61 | 1,07 | 0,23 | 0,45 | 0,79 | 0,20 | 0,40 | 0,69 | 0,19 | 0,37 | 0,65 | 0,18 | 0,36 | 0,63 | .E..HC |
Ostrze kuliste KDMB • 16 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 8,00 | 3,00 | 1,50 | 0,75 |
| 16,00 | 16,00 | 12,49 | 9,33 | 6,76 |
Przy osiowej głębokości skrawania (ap) 8,00
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 3,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,38 | 0,11 | 0,16 | 0,28 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,23 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,26 | 0,45 | 0,14 | 0,19 | 0,34 | 0,12 | 0,17 | 0,29 | 0,11 | 0,16 | 0,27 | 0,11 | 0,15 | 0,27 | .E..GP |
| .E..GN | 0,22 | 0,34 | 0,60 | 0,16 | 0,26 | 0,45 | 0,14 | 0,22 | 0,39 | 0,13 | 0,21 | 0,37 | 0,13 | 0,2 | 0,36 | .E..GN |
| .E..HC | 0,22 | 0,43 | 0,75 | 0,16 | 0,32 | 0,56 | 0,14 | 0,28 | 0,49 | 0,13 | 0,26 | 0,46 | 0,13 | 0,26 | 0,45 | .E..HC |
Przy osiowej głębokości skrawania (ap) 0,75
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,28 | 0,40 | 0,7 | 0,21 | 0,30 | 0,52 | 0,18 | 0,26 | 0,45 | 0,17 | 0,24 | 0,42 | 0,17 | 0,24 | 0,41 | .E..LD |
| .E..GP | 0,34 | 0,48 | 0,84 | 0,25 | 0,36 | 0,62 | 0,22 | 0,31 | 0,54 | 0,20 | 0,29 | 0,51 | 0,20 | 0,28 | 0,50 | .E..GP |
| .E..GN | 0,40 | 0,64 | 1,12 | 0,30 | 0,47 | 0,83 | 0,26 | 0,41 | 0,72 | 0,25 | 0,39 | 0,68 | 0,24 | 0,38 | 0,66 | .E..GN |
| .E..HC | 0,40 | 0,80 | 1,40 | 0,30 | 0,59 | 1,04 | 0,26 | 0,52 | 0,90 | 0,25 | 0,48 | 0,85 | 0,24 | 0,47 | 0,83 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,20 | 0,29 | 0,50 | 0,15 | 0,21 | 0,38 | 0,13 | 0,19 | 0,33 | 0,12 | 0,18 | 0,31 | 0,12 | 0,17 | 0,30 | .E..LD |
| .E..GP | 0,24 | 0,34 | 0,60 | 0,18 | 0,26 | 0,45 | 0,16 | 0,22 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..GP |
| .E..GN | 0,29 | 0,46 | 0,81 | 0,22 | 0,34 | 0,60 | 0,19 | 0,30 | 0,52 | 0,18 | 0,28 | 0,49 | 0,17 | 0,27 | 0,48 | .E..GN |
| .E..HC | 0,29 | 0,58 | 1,01 | 0,22 | 0,43 | 0,75 | 0,19 | 0,37 | 0,66 | 0,18 | 0,35 | 0,61 | 0,17 | 0,34 | 0,60 | .E..HC |
Ostrze kuliste KDMB • 20 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 10,00 | 3,00 | 1,50 | 0,75 |
| 20,00 | 20,00 | 14,28 | 10,54 | 7,60 |
Przy osiowej głębokości skrawania (ap) 10,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,33 | 0,09 | 0,13 | 0,25 | 0,08 | 0,11 | 0,22 | 0,07 | 0,10 | 0,20 | 0,07 | 0,10 | 0,20 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,40 | 0,11 | 0,15 | 0,30 | 0,09 | 0,13 | 0,26 | 0,09 | 0,12 | 0,24 | 0,08 | 0,12 | 0,24 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,54 | 0,13 | 0,20 | 0,40 | 0,11 | 0,17 | 0,35 | 0,10 | 0,16 | 0,33 | 0,10 | 0,16 | 0,32 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,67 | 0,13 | 0,25 | 0,50 | 0,11 | 0,22 | 0,44 | 0,10 | 0,20 | 0,41 | 0,10 | 0,20 | 0,40 | .E..HC |
Przy osiowej głębokości skrawania (ap) 3,00
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 1,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,31 | 0,44 | 0,89 | 0,23 | 0,33 | 0,66 | 0,20 | 0,29 | 0,57 | 0,19 | 0,27 | 0,54 | 0,19 | 0,26 | 0,53 | .E..LD |
| .E..GP | 0,37 | 0,53 | 1,06 | 0,28 | 0,40 | 0,79 | 0,24 | 0,34 | 0,69 | 0,23 | 0,32 | 0,64 | 0,22 | 0,32 | 0,63 | .E..GP |
| .E..GN | 0,45 | 0,71 | 1,43 | 0,33 | 0,53 | 1,06 | 0,29 | 0,46 | 0,92 | 0,27 | 0,43 | 0,86 | 0,27 | 0,42 | 0,84 | .E..GN |
| .E..HC | 0,45 | 0,89 | 1,79 | 0,33 | 0,66 | 1,32 | 0,29 | 0,57 | 1,15 | 0,27 | 0,54 | 1,07 | 0,27 | 0,53 | 1,05 | .E..HC |
Przy osiowej głębokości skrawania (ap) 0,75
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,17 | 0,23 | 0,47 | 0,12 | 0,18 | 0,35 | 0,11 | 0,15 | 0,31 | 0,10 | 0,14 | 0,29 | 0,10 | 0,14 | 0,28 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,56 | 0,15 | 0,21 | 0,42 | 0,13 | 0,18 | 0,37 | 0,12 | 0,17 | 0,34 | 0,12 | 0,17 | 0,34 | .E..GP |
| .E..GN | 0,24 | 0,37 | 0,75 | 0,18 | 0,28 | 0,56 | 0,16 | 0,24 | 0,49 | 0,15 | 0,23 | 0,46 | 0,14 | 0,22 | 0,45 | .E..GN |
| .E..HC | 0,24 | 0,47 | 0,94 | 0,18 | 0,35 | 0,70 | 0,16 | 0,31 | 0,61 | 0,15 | 0,29 | 0,57 | 0,14 | 0,28 | 0,56 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,32 | 0,64 | 0,17 | 0,24 | 0,48 | 0,15 | 0,21 | 0,41 | 0,14 | 0,19 | 0,39 | 0,13 | 0,19 | 0,38 | .E..LD |
| .E..GP | 0,27 | 0,38 | 0,77 | 0,20 | 0,29 | 0,57 | 0,18 | 0,25 | 0,50 | 0,16 | 0,23 | 0,47 | 0,16 | 0,23 | 0,46 | .E..GP |
| .E..GN | 0,32 | 0,51 | 1,02 | 0,24 | 0,38 | 0,76 | 0,21 | 0,33 | 0,66 | 0,20 | 0,31 | 0,62 | 0,19 | 0,30 | 0,61 | .E..GN |
| .E..HC | 0,32 | 0,64 | 1,28 | 0,24 | 0,48 | 0,95 | 0,21 | 0,41 | 0,83 | 0,20 | 0,39 | 0,78 | 0,19 | 0,38 | 0,76 | .E..HC |
Ostrze kuliste KDMB • 25 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 12,50 | 5,00 | 2,00 | 1,00 |
| 25,00 | 25,00 | 20,00 | 13,56 | 9,80 |
Przy osiowej głębokości skrawania (ap) 12,50
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 5,00
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 2,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,15 | 0,21 | 0,37 | 0,11 | 0,16 | 0,27 | 0,10 | 0,14 | 0,24 | 0,09 | 0,13 | 0,22 | 0,09 | 0,13 | 0,22 | .E..LD |
| .E..GP | 0,18 | 0,25 | 0,44 | 0,13 | 0,19 | 0,33 | 0,12 | 0,16 | 0,29 | 0,11 | 0,15 | 0,27 | 0,11 | 0,15 | 0,26 | .E..GP |
| .E..GN | 0,21 | 0,33 | 0,59 | 0,16 | 0,25 | 0,44 | 0,14 | 0,22 | 0,38 | 0,13 | 0,20 | 0,36 | 0,13 | 0,20 | 0,35 | .E..GN |
| .E..HC | 0,21 | 0,42 | 0,73 | 0,16 | 0,31 | 0,55 | 0,14 | 0,27 | 0,48 | 0,13 | 0,26 | 0,45 | 0,13 | 0,25 | 0,44 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,22 | 0,31 | 0,54 | 0,16 | 0,23 | 0,40 | 0,14 | 0,20 | 0,35 | 0,13 | 0,19 | 0,33 | 0,13 | 0,18 | 0,32 | .E..LD |
| .E..GP | 0,26 | 0,37 | 0,65 | 0,20 | 0,28 | 0,48 | 0,17 | 0,24 | 0,42 | 0,16 | 0,23 | 0,40 | 0,16 | 0,22 | 0,39 | .E..GP |
| .E..GN | 0,31 | 0,49 | 0,87 | 0,23 | 0,37 | 0,65 | 0,20 | 0,32 | 0,56 | 0,19 | 0,30 | 0,53 | 0,19 | 0,29 | 0,52 | .E..GN |
| .E..HC | 0,31 | 0,62 | 1,09 | 0,23 | 0,46 | 0,81 | 0,20 | 0,40 | 0,70 | 0,19 | 0,38 | 0,66 | 0,19 | 0,37 | 0,65 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,30 | 0,43 | 0,75 | 0,23 | 0,32 | 0,56 | 0,20 | 0,28 | 0,49 | 0,18 | 0,26 | 0,46 | 0,18 | 0,26 | 0,45 | .E..LD |
| .E..GP | 0,36 | 0,51 | 0,90 | 0,27 | 0,38 | 0,67 | 0,24 | 0,33 | 0,59 | 0,22 | 0,31 | 0,55 | 0,22 | 0,31 | 0,54 | .E..GP |
| .E..GN | 0,43 | 0,69 | 1,21 | 0,32 | 0,51 | 0,90 | 0,28 | 0,45 | 0,78 | 0,26 | 0,42 | 0,73 | 0,26 | 0,41 | 0,71 | .E..GN |
| .E..HC | 0,43 | 0,86 | 1,51 | 0,32 | 0,64 | 1,12 | 0,28 | 0,56 | 0,98 | 0,26 | 0,52 | 0,91 | 0,26 | 0,51 | 0,89 | .E..HC |
Ostrze kuliste KDMB • 32 mm
| Eksenel Kesme Derinliğinde (ap) İşleme Çapı (Dw) | ||||
| D1 maks | 16,00 | 5,00 | 2,00 | 1,00 |
| 32,00 | 32,00 | 23,24 | 15,49 | 11,14 |
Przy osiowej głębokości skrawania (ap) 16,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,12 | 0,17 | 0,29 | 0,09 | 0,13 | 0,22 | 0,08 | 0,11 | 0,19 | 0,07 | 0,10 | 0,18 | 0,07 | 0,10 | 0,18 | .E..LD |
| .E..GP | 0,14 | 0,20 | 0,35 | 0,11 | 0,15 | 0,26 | 0,09 | 0,13 | 0,23 | 0,09 | 0,12 | 0,21 | 0,08 | 0,12 | 0,21 | .E..GP |
| .E..GN | 0,17 | 0,27 | 0,47 | 0,13 | 0,20 | 0,35 | 0,11 | 0,17 | 0,31 | 0,10 | 0,16 | 0,29 | 0,10 | 0,16 | 0,28 | .E..GN |
| .E..HC | 0,17 | 0,33 | 0,59 | 0,13 | 0,25 | 0,44 | 0,11 | 0,22 | 0,38 | 0,10 | 0,20 | 0,36 | 0,10 | 0,20 | 0,35 | .E..HC |
Przy osiowej głębokości skrawania (ap) 5,00
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Przy osiowej głębokości skrawania (ap) 2,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,34 | 0,48 | 0,85 | 0,25 | 0,36 | 0,63 | 0,22 | 0,31 | 0,55 | 0,21 | 0,29 | 0,51 | 0,20 | 0,29 | 0,50 | .E..LD |
| .E..GP | 0,41 | 0,58 | 1,02 | 0,31 | 0,43 | 0,76 | 0,27 | 0,38 | 0,66 | 0,25 | 0,35 | 0,62 | 0,24 | 0,34 | 0,60 | .E..GP |
| .E..GN | 0,49 | 0,77 | 1,36 | 0,37 | 0,58 | 1,01 | 0,32 | 0,50 | 0,88 | 0,30 | 0,47 | 0,82 | 0,29 | 0,46 | 0,80 | .E..GN |
| .E..HC | 0,49 | 0,97 | 1,71 | 0,37 | 0,72 | 1,26 | 0,32 | 0,63 | 1,10 | 0,30 | 0,59 | 1,03 | 0,29 | 0,57 | 1,01 | .E..HC |
Przy osiowej głębokości skrawania (ap) 1,00
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,16 | 0,23 | 0,40 | 0,12 | 0,17 | 0,30 | 0,11 | 0,15 | 0,26 | 0,10 | 0,14 | 0,25 | 0,10 | 0,14 | 0,24 | .E..LD |
| .E..GP | 0,20 | 0,28 | 0,48 | 0,15 | 0,21 | 0,36 | 0,13 | 0,18 | 0,32 | 0,12 | 0,17 | 0,30 | 0,12 | 0,17 | 0,29 | .E..GP |
| .E..GN | 0,23 | 0,37 | 0,65 | 0,18 | 0,28 | 0,48 | 0,15 | 0,24 | 0,42 | 0,14 | 0,22 | 0,39 | 0,14 | 0,22 | 0,39 | .E..GN |
| .E..HC | 0,23 | 0,46 | 0,81 | 0,18 | 0,34 | 0,60 | 0,15 | 0,30 | 0,53 | 0,14 | 0,28 | 0,49 | 0,14 | 0,28 | 0,48 | .E..HC |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Insert | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .E..LD | 0,24 | 0,35 | 0,61 | 0,18 | 0,26 | 0,45 | 0,16 | 0,23 | 0,39 | 0,15 | 0,21 | 0,37 | 0,15 | 0,21 | 0,36 | .E..LD |
| .E..GP | 0,29 | 0,41 | 0,73 | 0,22 | 0,31 | 0,54 | 0,19 | 0,27 | 0,47 | 0,18 | 0,25 | 0,44 | 0,18 | 0,25 | 0,43 | .E..GP |
| .E..GN | 0,35 | 0,55 | 0,97 | 0,26 | 0,41 | 0,73 | 0,23 | 0,36 | 0,63 | 0,21 | 0,34 | 0,59 | 0,21 | 0,33 | 0,58 | .E..GN |
| .E..HC | 0,35 | 0,69 | 1,22 | 0,26 | 0,52 | 0,91 | 0,23 | 0,45 | 0,79 | 0,21 | 0,42 | 0,74 | 0,21 | 0,41 | 0,72 | .E..HC |
Zalecane wyjściowe wartości prędkości skrawania [m/min]
| Malzeme grubu | K115M | KC505M | KC515M | KC530M | |||||||||
| P | 1 | – | – | – | – | – | – | 330 | 295 | 255 | 275 | 240 | 200 |
| 2 | – | – | – | – | – | – | 310 | 275 | 240 | 240 | 200 | 165 | |
| 3 | – | – | – | – | – | – | 275 | 240 | 200 | 200 | 185 | 165 | |
| 4 | – | – | – | 360 | 260 | 215 | 240 | 200 | 165 | 185 | 165 | 145 | |
| 5 | – | – | – | 360 | 260 | 215 | 200 | 165 | 130 | 165 | 145 | 130 | |
| 6 | – | – | – | 350 | 240 | 190 | 165 | 130 | 110 | 130 | 110 | 90 | |
| M | 1 | – | – | – | – | – | – | 330 | 275 | 240 | 275 | 220 | 185 |
| 2 | – | – | – | – | – | – | 275 | 220 | 165 | 185 | 145 | 130 | |
| 3 | – | – | – | – | – | – | 220 | 185 | 145 | 145 | 130 | 110 | |
| K | 1 | 220 | 185 | 145 | – | – | – | 440 | 330 | 220 | – | – | – |
| 2 | 185 | 145 | 110 | – | – | – | 330 | 255 | 185 | – | – | – | |
| 3 | 110 | 90 | 75 | – | – | – | 145 | 110 | 75 | – | – | – | |
| N | 1–2 | 440 | 330 | 220 | – | – | – | – | – | – | – | – | – |
| 3 | 295 | 220 | 185 | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | 90 | 70 | 50 | – | – | – | 90 | 70 | 50 | 80 | 60 | 50 | |
| H | 1 | – | – | – | 260 | 205 | 170 | 170 | 120 | 95 | – | – | – |