
KenCut™ AL • AADE • Radiused • 3 Flutes • Plain Shank • Inch
AADF — dwuostrzowe do aluminium
Właściwości i zalety
- Wg norm Kennametal..
- Chwyty walcowe.
- Dostępne są promienie we wszystkich standardowych rozmiarach.
- Kształt frezu z podwójnym kątem natarcia.
Zastosowania
Ramping: Blank
Slotting: Square End
Side Milling/Shoulder Milling: Square End
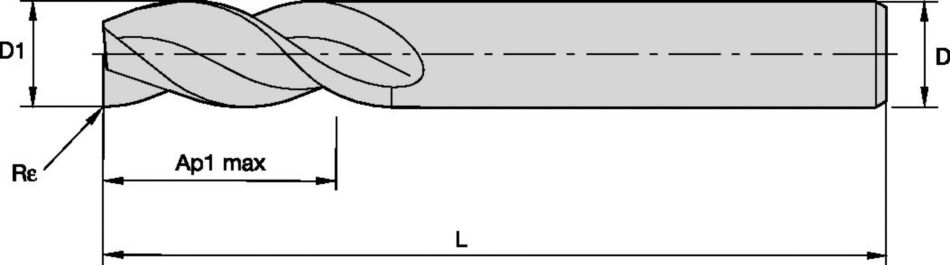
Tool Dimensions: Flute Configuration: 3
Helix Angle: 37°
Corner Style: Corner Radius
Corner Style: Square End


