



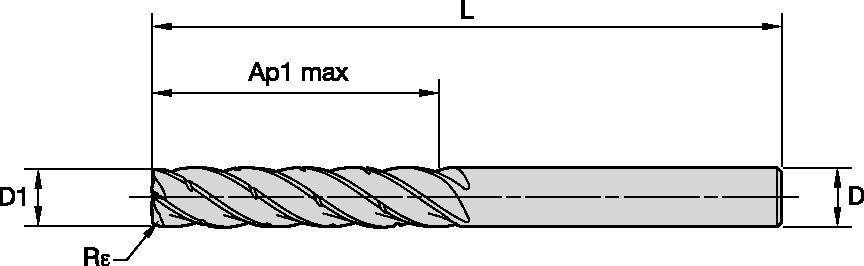
KOR5™ DA Zaokrąglone naroże • 5 rowków • 5 x D • Wewnętrzne doprowadzanie chłodziwa • Chwyt walcowy • Metryczne
KOR5™ DA Zaokrąglone naroże • 5 rowków • 5 x D • Wewnętrzne doprowadzanie chłodziwa • Chwyt walcowy • Metryczne
Właściwości i zalety
- Zaprojektowane do frezowania trochoidalnego o małym zaangażowaniu promieniowym i pełnej głębokości skrawania.
- Z łamaczami wiórów zapewniającymi idealne odprowadzanie wiórów.
- Opatentowany kształt rowków zmniejsza wibracje i zwiększa trwałość narzędzia.
- Kąt nachylenia linii śrubowej dostosowany w celu zminimalizowania wibracji i zoptymalizowania trwałości narzędzia.
- Geometria części czołowej zaprojektowana pod kątem maksymalnej trwałości narzędzia podczas frezowania spiralnego i skośnego.
Zastosowania
Trochoidal Milling
Through Coolant - Solid End Mill
Helical Milling
Ramping: 4°
Shank - Cylindrical Plain
Corner Style: Corner Radius
Side Milling/Shoulder Milling: Roughing


