Witamy
Potwierdź swoje preferencje
Aktualizuj preferencje
Sugestie dotyczące produktów
Product Family suggestions
Witaj,
User Name
Wybrane konto:
Wystąpił problem z Twoim kontem. Skontaktuj się z działem obsługi klienta.
Konto kupującego
Zmień konto
Konto odbiorcy
Zmień konto
- Panel przyborów
- Zarządzaj zamówieniami
- Zarządzaj kanałami
- Książka adresowa
-
Powiadomienia
Oznacz wszystkie jako przeczytane - Zmień hasło
- Mój profil
- Wyloguj się
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Frezuj więcej za mniej dzięki naszym ofertom ograniczonym czasowo!
Kup teraz.
Pozycje
pomyślnie dodano do koszyka
Wyświetl koszyk
Wyświetl koszyk
Edytuj
Dodaj
Nazwa : {{SolutionName}}- Produkty
- /
- RSM II • Radiused • Multi-Flute • Internal Coolant • Necked • Plain Shank • Inch
Sending to SolidCAM in progress...
Downloaded file will be available after import in the SolidCAM tool library.

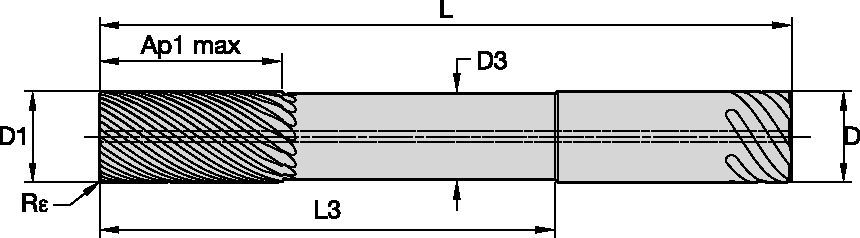
RSM II • Radiused • Multi-Flute • Internal Coolant • Necked • Plain Shank • Inch
RSM II Solid Carbide End Mill for Finishing of Stainless Steel and High Temperature Alloys
Właściwości i zalety
- RSM II solid carbide end mills feature unequal flute spacing for chatter-free machining.
- Eccentric relief grind for higher cutting edge stability and higher feed rates.
- Designed for high-speed peel milling strategies with secure chip formation and chip evacuation in deep cavities.
Zastosowania
Through Coolant - Solid End Mill
Helix Angle: 36°
Tool Dimensions: Flute Configuration: X (variable)
Corner Style: Corner Radius
Side Milling/Shoulder Milling: Fine Finishing
Side Milling/Shoulder Milling: Finishing
FSDE.. • Multi-Flute with Neck • Inch
 |  |  |
|||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| A | Cutting Speed
|
D1
|
|||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Material
|
ap | ae | Min | Max | dec. | .2500 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 4 | Ap max | 0.008
|
445 | – | 1628 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 5 | Ap max | 0.008
|
295 | – | 1078 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 | |
| M | 1 | Ap max | 0.008
|
445 | – | 1243 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| 2 | Ap max | 0.008
|
295 | – | 869 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 | |
| 3 | Ap max | 0.008
|
295 | – | 759 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| S | 1 | Ap max | 0.008
|
245 | – | 979 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| 2 | Ap max | 0.008
|
125 | – | 429 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| 3 | Ap max | 0.008
|
125 | – | 429 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| 4 | Ap max | 0.008
|
245 | – | 649 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0056 | |
| H | 1 | Ap max | 0.008
|
395 | – | 1518 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 2 | Ap max | 0.008
|
345 | – | 1298 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
FSDE.. • Multi-Flute with Neck • Highest Surface Quality
| | |
|||||||||||
| Side Milling (A) | KC643M | Recommended feed per tooth (IPT = inch/th) for side milling (A). | |||||||||||
| A | Cutting Speed
|
D1
|
|||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Material
|
ap | ae | Min | Max | dec. | .2500 | .3750 | .5000 | .6250 | .7500 | 1.0000 | ||
| P | 4 | Ap max | 0.2 – 0.3 | 890 | – | 1480 | IPT | .0424 | .0447 | .0534 | .0578 | .0649 | .0772 |
| 5 | Ap max | 0.2 – 0.3 | 590 | – | 980 | IPT | .0379 | .0401 | .0481 | .0525 | .0595 | .0722 | |
| M | 1 | Ap max | 0.2 – 0.3 | 890 | – | 1130 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 |
| 2 | Ap max | 0.2 – 0.3 | 590 | – | 790 | IPT | .0379 | .0401 | .0481 | .0525 | .0595 | .0722 | |
| 3 | Ap max | 0.2 – 0.3 | 590 | – | 690 | IPT | .0318 | .0335 | .0398 | .0429 | .0479 | .0562 | |
| S | 1 | Ap max | 0.2 – 0.3 | 490 | – | 890 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 |
| 2 | Ap max | 0.2 – 0.3 | 490 | – | 890 | IPT | .0469 | .0501 | .0601 | .0656 | .0743 | .0902 | |
| 3 | Ap max | 0.2 – 0.3 | 250 | – | 390 | IPT | .0250 | .0265 | .0319 | .0349 | .0397 | .0486 | |
| 4 | Ap max | 0.2 – 0.3 | 490 | – | 590 | IPT | .0334 | .0369 | .0442 | .0482 | .0546 | .0662 | |
| H | 1 | Ap max | 0.2 – 0.3 | 790 | – | 1380 | IPT | .0424 | .0447 | .0534 | .0578 | .0649 | .0772 |
| 2 | Ap max | 0.2 – 0.3 | 690 | – | 1180 | IPT | .0318 | .0335 | .0398 | .0429 | .0479 | .0562 | |
 |  |  |
||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed
|
D1
|
||||||||||
| frac. | 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | ||||||
| Material
|
ap | ae | min | max | in | .250 | .375 | .500 | .625 | .750 | 1.000 | |
| P | 4 | Ap max | 0.008
|
220 | 814 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| – | 5 | Ap max | 0.008
|
150 | 539 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 |
| M | 1 | Ap max | 0.008
|
220 | 627 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| – | 2 | Ap max | 0.008
|
150 | 429 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0061 |
| 3 | Ap max | 0.008
|
150 | 374 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| S | 1 | Ap max | 0.008
|
125 | 484 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0077 |
| – | 2 | Ap max | 0.008
|
60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 |
| 3 | Ap max | 0.008
|
60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0041 | |
| – | 4 | Ap max | 0.008
|
125 | 330 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0056 |
| H | 1 | Ap max | 0.008
|
195 | 759 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0066 |
| 2 | Ap max | 0.008
|
170 | 649 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0048 | |
| | |
||||||||||
| Side Milling (A) | K600 | Recommended feed per tooth (IPT = inch/th) for side milling (A). | ||||||||||
| A | Cutting Speed
|
D1
|
||||||||||
| 1/4 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | |||||||
| Material
|
ap | ae | min | max | in | .250 | .375 | .500 | .625 | .750 | 1.0000 | |
| P | 4 | Ap max | 0.008
|
220 | 814 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0772 |
| – | 5 | Ap max | 0.008
|
150 | 539 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0722 |
| M | 1 | Ap max | 0.008
|
220 | 627 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0902 |
| – | 2 | Ap max | 0.008
|
150 | 429 | IPT | .0038 | .0040 | .0048 | .0052 | .0056 | .0722 |
| 3 | Ap max | 0.008
|
150 | 374 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0562 | |
| S | 1 | Ap max | 0.008
|
125 | 484 | IPT | .0047 | .0050 | .0060 | .0066 | .0070 | .0902 |
| – | 2 | Ap max | 0.008
|
60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0902 |
| 3 | Ap max | 0.008
|
60 | 220 | IPT | .0025 | .0026 | .0032 | .0035 | .0037 | .0486 | |
| – | 4 | Ap max | 0.008
|
125 | 330 | IPT | .0033 | .0037 | .0044 | .0048 | .0051 | .0662 |
| H | 1 | Ap max | 0.008
|
195 | 759 | IPT | .0042 | .0045 | .0053 | .0058 | .0061 | .0772 |
| 2 | Ap max | 0.008
|
170 | 649 | IPT | .0032 | .0033 | .0040 | .0043 | .0045 | .0562 | |
| Product | Dimensions (inch) | |||||||||||||||||||
| Profiling | Facing | Chip Thickness | Profiling (IPT) | Facing (IPT) | ||||||||||||||||
| for ae min | for ae max | |||||||||||||||||||
| Description | diameter | Z | ae min (in) | ae max (in) | ap min (in) | ap max (in) | ad2 max (in2) | ae min (in) | ae max (in) | ap min (in) | ap max (in) | ad2 max (in2) | hm min (in) | hm max (in) | fz min (IPT) | fz max (IPT) | fz min (IPT) | fz max (IPT) | fz min (IPT) | fz max (IPT) |
| CRSM0375.. | .375 | 6 | .008 | .025 | .19 | .43 | .098 | Radius +.020 | .295 | .0079 | Radius +.020 | .050 | .008 | .020 | .0028 | .0070 | .0016 | .0040 | .008 | .020 |
| CRSM0500.. | .500 | 6 | .008 | .033 | .27 | .61 | .142 | Radius +.020 | .354 | .0079 | Radius +.020 | .070 | .008 | .020 | .0031 | .0077 | .0016 | .0040 | .008 | .020 |
| CRSM0625.. | .625 | 6 | .008 | .042 | .32 | .82 | .252 | Radius +.020 | .472 | .0079 | Radius +.020 | .126 | .008 | .020 | .0035 | .0890 | .0016 | .0040 | .008 | .020 |
| CRSM0625.. | .625 | 8 | .008 | .031 | .32 | .82 | .252 | Radius +.020 | .472 | .0079 | Radius +.020 | .126 | .008 | .020 | .0035 | .0089 | .0018 | .0045 | .008 | .020 |
| CRSM0750.. | .750 | 6 | .008 | .050 | .38 | 1.02 | .394 | Radius +.020 | .591 | .0079 | Radius +.020 | .197 | .008 | .020 | .0040 | .0098 | .0016 | .0040 | .008 | .020 |
| CRSM0750.. | .750 | 8 | .008 | .038 | .38 | 1.02 | .394 | Radius +.020 | .591 | .0079 | Radius +.020 | .197 | .008 | .020 | .0040 | .0098 | .0018 | .0045 | .008 | .020 |
| CRSM1000.. | 1.000 | 8 | .008 | .050 | .46 | 1.28 | .615 | Radius +.020 | .738 | .0079 | Radius +.020 | .308 | .008 | .020 | .0044 | .0110 | .0018 | .0045 | .008 | .020 |
| CRSM1000.. | 1.000 | 10 | .008 | .040 | .46 | 1.28 | .615 | Radius +.020 | .738 | .0079 | Radius +.020 | .308 | .008 | .020 | .0044 | .0110 | .0020 | .0050 | .008 | .020 |
| Material Reference Chart and Recommended Surface Speeds | |||||
| Inch | |||||
| Commercial Name | Hardness HRB HRC HB | Rm N/mm2 | vc min (FPM) | vc max (FPM) | |
| Ti-5Al-2.5Sn | HRC36 | 1130 | 190 | 395 | |
| Ti-6Al-4Zr-2Mo-2Sn | HRC28 | 900 | 205 | 425 | |
| Ti-6Al-4Zr-2Mo-2Sn-0.2Si | HRC28 | 900 | 205 | 425 | |
| Ti-8Al-1Mo-1V | HRC35 | 1100 | 190 | 395 | |
| Ti-11.5Mo-6Zr-4.5Sn |
|
|
110 | 225 | |
| Ti-13V-11Cr-3Al |
|
|
110 | 225 | |
| Ti-3Al-8V-6Cr-4Mo-4Zr | HRC32 | 1000 | 110 | 225 | |
| Ti-8Mo-8V-2Fe-3Al |
|
|
110 | 225 | |
| Ti-13V-11Cr-3Al | HRC40 | 1270 | 95 | 200 | |
| Ti 10.2.3 | HRC35 | 1100 | 90 | 185 | |
| Ti-15Mo | HRC24 | 820 | 160 | 335 | |
| Ti-15-333 | HRC32 | 1000 | 110 | 230 | |
| Ti 45Nb |
|
|
145 | 305 | |
| 5Al-5V-5Mo-3Cr | HRC40 | 1270 | 95 | 200 | |
| Ti-425 | HRC36 | 1130 | 95 | 200 | |
| S4 | Ti-6AL-4V | HRC30-34 | 1130 | 190 | 395 |
| Ti-6Al-4V | HRC35-39 | 1200 | 175 | 365 | |
| Ti-6Al-5Zr-0.5Mo-0.25Si |
|
|
160 | 335 | |
| Ti-6Al-5Zr-4Mo-Cu-0.2Si |
|
|
160 | 335 | |
| Ti-6Al-6V-2Sn | HRC35 | 1100 | 175 | 365 | |
| Ti-7Al-4Mo |
|
|
160 | 335 | |
| 3-2.5 | HRC24 | 820 | 205 | 425 | |
| 6-4ELI | HRC32 | 1000 | 195 | 410 | |
| 6-2-4-6 | HRC36 | 1130 | 175 | 365 | |
| Ti-17 | HRC38 | 1200 | 175 | 365 | |
| Ti-4Al-4Mo-2Sn-0.5Si | HRC35 | 1100 | 160 | 335 | |
| Ti-4Al-4Mo-4Sn-0.5Si |
|
|
160 | 335 | |
| Ti 99.5 | HRB100 | 780 | 285 | 610 | |
| Ti 99.6 | HRB90 | 600 | 315 | 670 | |
| Ti 99.7 | HRB80 | 510 | 345 | 730 | |
| Ti 99.8 | HRB70 | 430 | 375 | 79 | |