
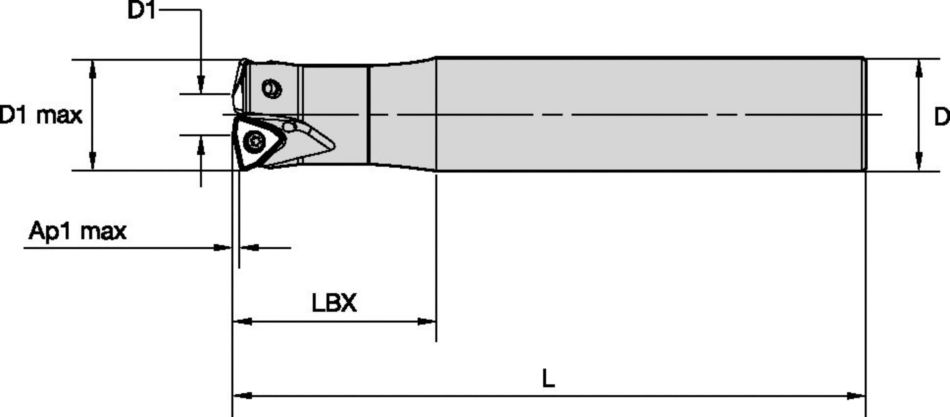
Frez trzpieniowy KF2X 90° • WOEJ09... • Metryczne
Frezy trzpieniowe • WOEJ09...
Właściwości i zalety
- Znaczna poprawa wydajności obróbki dzięki zastosowaniu najnowszych strategii frezowania.
- Opracowane pod kątem wartości posuwu wynoszących nawet 2,5 mm/ostrze.
- Idealne do frezowania kieszeni, frezowania skośnego i frezowania z interpolacją śrubową. Możliwość frezowania wgłębnego wzdłuż osi Z.
- Pierwszy wybór do obróbki głębokich wybrań lub otworów o głębokości od 3 x D.
Zastosowania
Face Milling
Helical Milling
Plunge Milling
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Plain
Milling - Through Coolant
Pocketing
