Q: How does the KenTIP FS bridge the performance gap?
We set out to create a modular drill that would maintain flexibility and cost-efficiency but would also reach the productivity levels reserved, until that point, for solid carbide drills.
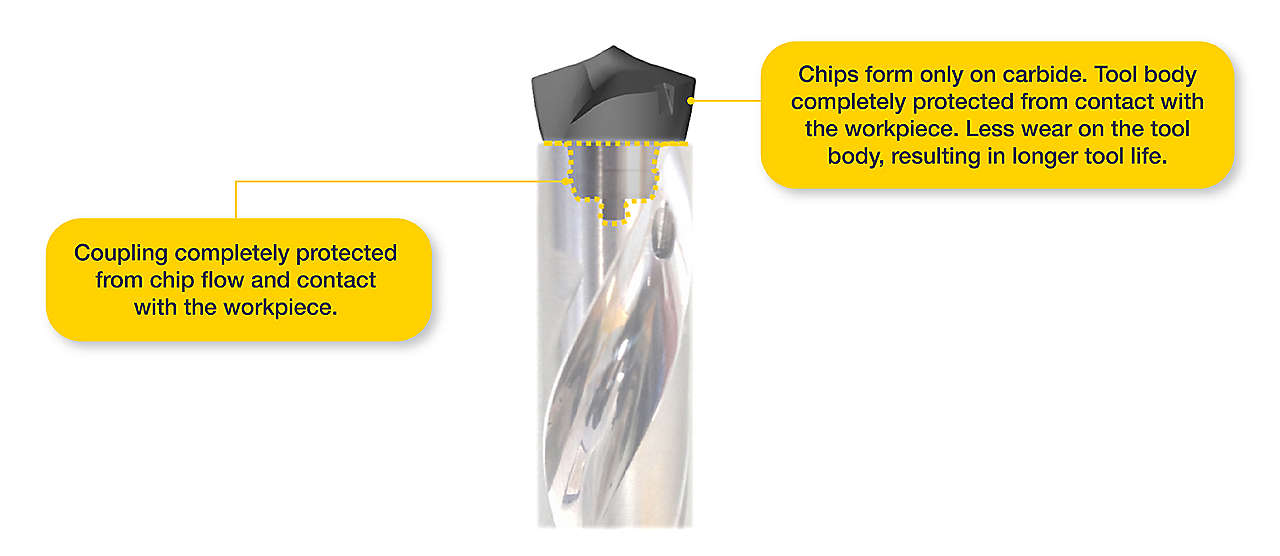
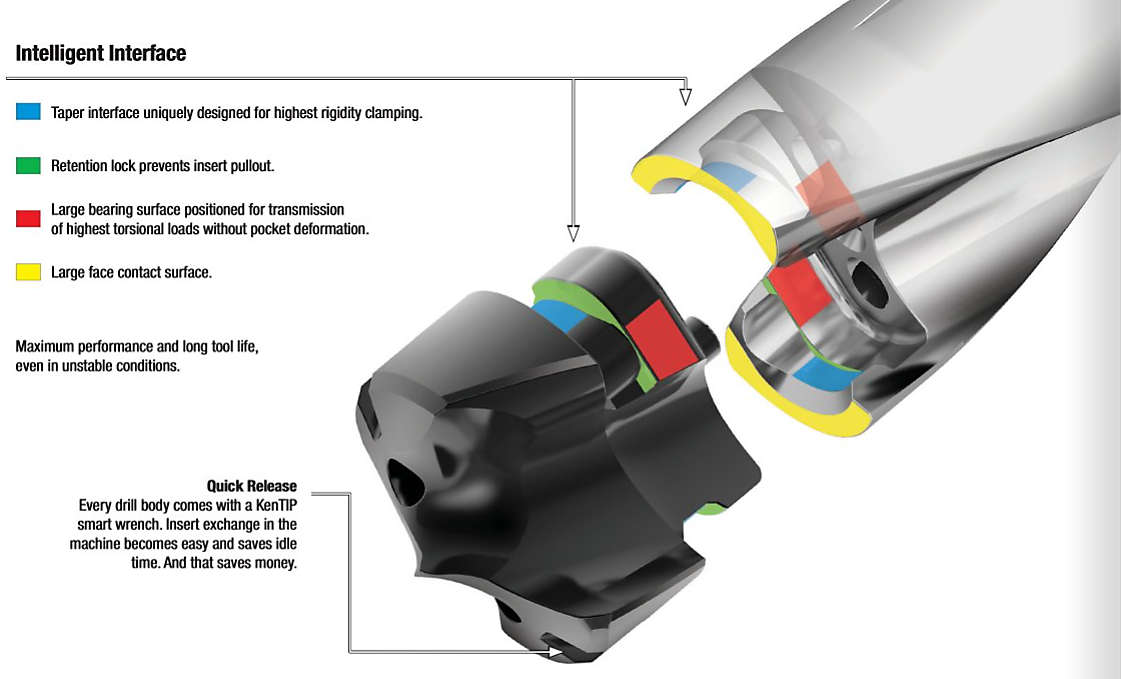
To make it happen we had to rethink the design of the carbide insert and the clamping mechanism. The result is a full solid carbide front, which helps in two ways. It ensures that chip formation happens only on carbide, so the drill body does not have to battle abrasive wear. Secondly, it protects the interface and helps to extend the tool life of the drill body.
The KenTIP FS has wider and deeper flutes than other modular drills. The ultra-high polished chip flutes enable reliable chip evacuation with less friction, resulting in less holder wash-out and longer tool life.