
B105 (~5 x D) • K10/KC7210 • Хвостовик формы A • Сверла TF
Сверла TF • Большой удельный съем металла • Без СОЖ
Характеристики и преимущества
- Сверла TF без внутреннего подвода СОЖ рекомендуются для обработки с большим удельным съемом металла. Они обеспечивают превосходное качество отверстия в материалах, образующих короткую стружку, таких как серый чугун, ковкий чугун и алюминий, а также при обработке неглубоких отверстий в деталях из титана.
- Цельное твердосплавное сверло с тремя режущими кромками для обработки конкретных материалов позволяет использовать более высокие подачи по сравнению со сверлами с двумя режущими кромками.
- Три широких стружечных канавки обеспечивают быстрый стружкоотвод.
- Три ленточки обеспечивают более высокое качество и прямолинейность отверстия по сравнению с двухленточными сверлами.
- Сплав KC7210™ с покрытием из TiAlN обеспечивает повышенную износостойкость при обработке на высоких скоростях.
- Сплав K10™ без покрытия препятствует образованию нароста на режущей кромке при сверлении алюминия и жаропрочных сплавов.
Использование и область применения
Drilling
Drilling: Inclined Exit
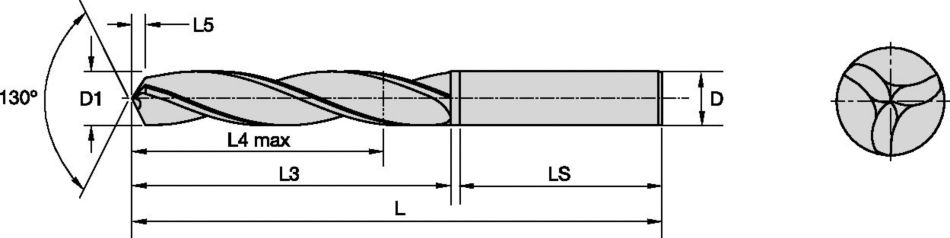
Tool Dimensions: 3flute/3margin/no cool
DIN number 6535
DIN number 6537
Flood Coolant: Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling Depth: 5x
Drilling: Cross-Hole Drilling



