Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Turn up your volume for less with our limited-time offers! Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Solid Carbide End Milling
- /
- High-Performance Solid Carbide End Mills
- /
- HARVI II TE
- /
- HARVI™ II TE • Radiused • 5 Flutes • Weldon Shank • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


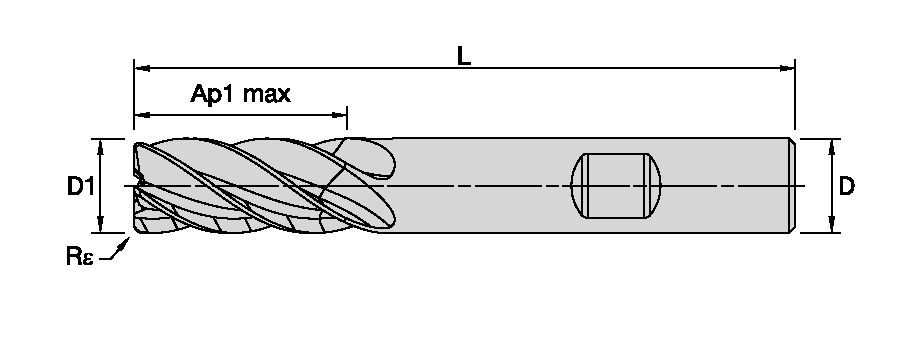
HARVI™ II TE • Radiused • 5 Flutes • Weldon Shank • Inch
HARVI™ II TE Five Flute End Mill for Increased MRR Covering the Broadest Range of Applications and Materials;
Roughing and Finishing with One Tool
Features and benefits
- Versatile solid carbide endmill for steels, stainless steel, high temperature alloys, and cast iron.
- Proprietary core and flute designs with optimum flute spacing for perfect chip formation and highest tool rigidity.
- Unique End Face Design for agressive ramping and plunging operations.
- Unequally spaced flutes and differential helix allow for the broadest range of applications.
- Chip gashes in the flutes ensure optimum chip removal.
- Eccentric relief provides edge stability in a broad range of materials.
- With Weldon Shank for economical pull-out protection.
| Table for Feed and Speed Calculation with Adjustment Factor • INCH | |||||||||||||||||||||
 |  | Kenar frezeleme (A) için önerilen diş başına ilerleme (IPT = inç/diş). Kanal açma (B) için IPT %20 azaltılır. | |||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KCPM15 | D1 | |||||||||||||||||||
| A | B | Kesme hızı | frac. | 1/8 | 5/32 | 3/16 | 7/32 | 1/4 | 9/32 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||
| Malzeme grubu | ap | ae | ap | Min. | Başlangıç | Maks. | dec. | .1250 | .1563 | .1875 | .2188 | .2500 | .2813 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | P0 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| P1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 460 | 540 | 620 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P3 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 390 | 455 | 520 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| P4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 395 | 490 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 | |
| P5 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 265 | 330 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| P6 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 205 | 250 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| M | M1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 340 | 380 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| M2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 230 | 260 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| M | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 200 | 215 | 230 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| K | K1 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 390 | 440 | 490 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| K2 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 410 | 460 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| K3 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 395 | 430 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| S | S1 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 160 | 230 | 300 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| S2 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 80 | 120 | 160 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S3 | 1.5 x D1 | 0.5 x D1 | 0.50 x D1 | 80 | 105 | 130 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 180 | 200 | IPT | 0.0005 | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0016 | 0.0019 | 0.0023 | 0.0028 | 0.0031 | 0.0036 | 0.0039 | |
| H | H1 | 1.5 x D1 | 0.5 x D1 | 1.0 x D1 | 260 | 360 | 460 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 |
| H2 | 1.5 x D1 | 0.2 x D1 | 1.0 x D1 | 230 | 310 | 390 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | |||||||||||||||||||||
| Table for Feed and Speed Calculation with Adjustment Factor • METRIC | |||||||||||||||||||||
| | Kenar frezeleme (A) için önerilen diş başına ilerleme (IPT = inç/diş). Kanal açma (B) için IPT %20 azaltılır. | |||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KCPM15 | D1 | |||||||||||||||||||
| A | B | Kesme hızı | frac. | 1/8 | 5/32 | 3/16 | 7/32 | 1/4 | 9/32 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||
| Malzeme grubu | ap | ae | ap | Min. | Başlangıç | Maks. | dec. | .1250 | .1563 | .1875 | .2188 | .2500 | .2813 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | P0 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| P1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 460 | 540 | 620 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P3 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 390 | 455 | 520 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| P4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 395 | 490 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 | |
| P5 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 265 | 330 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| P6 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 205 | 250 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| M | M1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 340 | 380 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| M2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 230 | 260 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| M | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 200 | 215 | 230 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| K | K1 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 390 | 440 | 490 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| K2 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 410 | 460 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| K3 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 395 | 430 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| S | S1 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 160 | 230 | 300 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| S2 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 80 | 120 | 160 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S3 | 1.5 x D1 | 0.5 x D1 | 0.50 x D1 | 80 | 105 | 130 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 180 | 200 | IPT | 0.0005 | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0016 | 0.0019 | 0.0023 | 0.0028 | 0.0031 | 0.0036 | 0.0039 | |
| H | H1 | 1.5 x D1 | 0.5 x D1 | 1.0 x D1 | 260 | 360 | 460 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 |
| H2 | 1.5 x D1 | 0.2 x D1 | 1.0 x D1 | 230 | 310 | 390 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | |||||||||||||||||||||