Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Indexable Milling
- /
- Copy Mills
- /
- KDM Series
- /
- KDM • RD.X07...
- /
- KDM • Weldon® Shank End Mills • RD.X07... • Inch
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

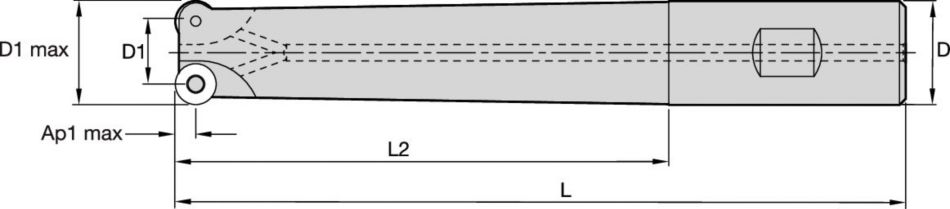
KDM • Weldon® Shank End Mills • RD.X07... • Inch
End Mills • RD.X07...
Features and benefits
- Engineered for maximum performance.
- Suitable for die and mould manufacturing.
Uses and application
Helical Milling
Ramping: Blank
Side Milling/Shoulder Milling: Ball Nose
3D Profiling
Shank - Cylindrical Weldon
Milling - Through Coolant
Pocketing
Insert Selection Guide
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | .F..LP | KC522M | .F..LP | KC725M | .S..LN | KC725M |
| P3–P4 | .S..LN | KCPM20 | .S..LN | KC522M | .S..LN | KC725M |
| P5–P6 | .S..LN | KC510M | .S..LN | KCPM20 | .S..LN | KCPM20 |
| M1–M2 | .F..LP | KC522M | .F..LP | KC725M | – | – |
| M3 | .F..LP | KC725M | – | – | – | – |
| K1–K2 | .F..LP | KC510M | .S..LN | KC510M | .S..LN | KC510M |
| K3 | .S..LN | KC510M | .S..LN | KC510M | .S..LN | KC510M |
| N1–N2 | .F..LP | KC510M | .F..LP | KC510M | .F..LP | KC510M |
| N3 | .F..LP | KC510M | .F..LP | KC510M | .F..LP | KC510M |
| S1–S2 | .F..LP | KC522M | .F..LP | KC725M | – | – |
| S3 | .F..LP | KC725M | – | – | – | – |
| S4 | .F..LP | KC725M | – | – | – | – |
| H1 | .S..LN | KC510M | .S..LN | KC510M | .S..LN | KCPM20 |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | 0,08 | 0,13 | 0,33 | 0,06 | 0,10 | 0,25 | 0,06 | 0,09 | 0,22 | 0,05 | 0,08 | 0,20 | 0,05 | 0,08 | 0,20 | .F..LP |
| .S..LN | 0,14 | 0,41 | 0,68 | 0,11 | 0,31 | 0,51 | 0,09 | 0,27 | 0,44 | 0,09 | 0,25 | 0,41 | 0,09 | 0,24 | 0,41 | .S..LN |
| .T..LN | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,26 | 0,41 | 0,10 | 0,25 | 0,41 | .T..LN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | 0,10 | 0,15 | 0,39 | 0,07 | 0,12 | 0,29 | 0,06 | 0,10 | 0,25 | 0,06 | 0,09 | 0,24 | 0,06 | 0,09 | 0,23 | .F..LP |
| .S..LN | 0,17 | 0,47 | 0,79 | 0,12 | 0,35 | 0,59 | 0,11 | 0,31 | 0,51 | 0,10 | 0,29 | 0,48 | 0,10 | 0,28 | 0,47 | .S..LN |
| .T..LN | 0,20 | 0,49 | 0,79 | 0,15 | 0,37 | 0,59 | 0,13 | 0,32 | 0,51 | 0,12 | 0,30 | 0,48 | 0,12 | 0,29 | 0,47 | .T..LN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | 0,16 | 0,26 | 0,65 | 0,12 | 0,19 | 0,49 | 0,11 | 0,17 | 0,42 | 0,10 | 0,16 | 0,40 | 0,10 | 0,16 | 0,39 | .F..LP |
| .S..LN | 0,28 | 0,80 | 1,33 | 0,21 | 0,59 | 0,99 | 0,18 | 0,52 | 0,86 | 0,17 | 0,48 | 0,81 | 0,17 | 0,47 | 0,79 | .S..LN |
| .T..LN | 0,33 | 0,83 | 1,33 | 0,25 | 0,62 | 0,99 | 0,22 | 0,54 | 0,86 | 0,20 | 0,50 | 0,81 | 0,20 | 0,49 | 0,79 | .T..LN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | 0,12 | 0,19 | 0,48 | 0,09 | 0,14 | 0,36 | 0,08 | 0,12 | 0,31 | 0,07 | 0,12 | 0,29 | 0,07 | 0,11 | 0,29 | .F..LP |
| .S..LN | 0,21 | 0,58 | 0,98 | 0,15 | 0,44 | 0,73 | 0,13 | 0,38 | 0,63 | 0,13 | 0,36 | 0,59 | 0,12 | 0,35 | 0,58 | .S..LN |
| .T..LN | 0,24 | 0,61 | 0,98 | 0,18 | 0,45 | 0,73 | 0,16 | 0,40 | 0,63 | 0,15 | 0,37 | 0,59 | 0,15 | 0,36 | 0,58 | .T..LN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | .003 | .005 | .014 | .003 | .004 | .010 | .002 | .003 | .009 | .002 | .003 | .008 | .002 | .003 | .008 | .F..LP |
| .S..LN | .006 | .016 | .028 | .004 | .012 | .020 | .004 | .010 | .018 | .003 | .010 | .016 | .003 | .010 | .016 | .S..LN |
| .T..LN | .007 | .017 | .028 | .005 | .013 | .020 | .004 | .011 | .018 | .004 | .010 | .016 | .004 | .010 | .016 | .T..LN |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | .007 | .011 | .028 | .005 | .008 | .021 | .005 | .007 | .018 | .004 | .007 | .017 | .004 | .007 | .017 | .F..LP |
| .S..LN | .012 | .034 | .059 | .009 | .025 | .042 | .008 | .022 | .036 | .007 | .020 | .034 | .007 | .020 | .033 | .S..LN |
| .T..LN | .014 | .036 | .059 | .010 | .026 | .042 | .009 | .023 | .036 | .008 | .021 | .034 | .008 | .021 | .033 | .T..LN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | .004 | .006 | .016 | .003 | .005 | .012 | .003 | .004 | .010 | .002 | .004 | .009 | .002 | .004 | .009 | .F..LP |
| .S..LN | .007 | .019 | .032 | .005 | .014 | .023 | .004 | .012 | .020 | .004 | .011 | .019 | .004 | .011 | .018 | .S..LN |
| .T..LN | .008 | .020 | .032 | .006 | .015 | .023 | .005 | .013 | .020 | .005 | .012 | .019 | .005 | .012 | .018 | .T..LN |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| .F..LP | .005 | .008 | .021 | .004 | .006 | .015 | .003 | .005 | .013 | .003 | .005 | .012 | .003 | .005 | .012 | .F..LP |
| .S..LN | .009 | .025 | .042 | .006 | .018 | .031 | .006 | .016 | .027 | .005 | .015 | .025 | .005 | .015 | .024 | .S..LN |
| .T..LN | .010 | .026 | .042 | .008 | .019 | .031 | .007 | .017 | .027 | .006 | .015 | .025 | .006 | .015 | .024 | .T..LN |
Recommended Starting Speeds [m/min]
| Malzeme grubu | KC510M | KC522M | KC725M | KCPM20 | KTPK20 | |||||||||||
| P | 1 | – | – | – | 395 | 345 | 325 | 315 | 275 | 255 | 660 | 580 | 535 | 440 | 360 | 310 |
| 2 | – | – | – | 330 | 290 | 240 | 260 | 230 | 195 | 410 | 370 | 330 | 270 | 225 | 190 | |
| 3 | – | – | – | 305 | 255 | 215 | 240 | 205 | 170 | 370 | 330 | 305 | 245 | 205 | 170 | |
| 4 | 295 | 240 | 200 | 270 | 225 | 180 | 215 | 180 | 145 | 275 | 255 | 230 | 185 | 160 | 130 | |
| 5 | – | – | – | 225 | 200 | 180 | 180 | 160 | 145 | 330 | 300 | 275 | 255 | 205 | 175 | |
| 6 | – | – | – | 200 | 150 | 120 | 160 | 120 | 95 | 230 | 200 | 175 | 150 | 125 | – | |
| M | 1 | – | – | – | 245 | 215 | 200 | 205 | 180 | 165 | 270 | 240 | 205 | 285 | 235 | 200 |
| 2 | – | – | – | 225 | 190 | 160 | 185 | 160 | 130 | 245 | 215 | 190 | 260 | 220 | 185 | |
| 3 | – | – | – | 170 | 145 | 115 | 140 | 120 | 95 | 195 | 175 | 150 | 195 | 160 | – | |
| K | 1 | 350 | 315 | 285 | 275 | 250 | 220 | – | – | – | 435 | 390 | 350 | 275 | 235 | 195 |
| 2 | 275 | 250 | 230 | 215 | 195 | 180 | – | – | – | 345 | 310 | 280 | 220 | 180 | 160 | |
| 3 | 235 | 205 | 190 | 180 | 160 | 145 | – | – | – | 290 | 255 | 240 | 185 | 150 | 130 | |
| N | 1–2 | 770 | 685 | 630 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 695 | 640 | 585 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – |
| 2 | – | – | – | 50 | 45 | 35 | 45 | 35 | 30 | – | – | – | – | – | – | |
| 3 | – | – | – | 60 | 50 | 35 | 55 | 45 | 30 | – | – | – | – | – | – | |
| 4 | – | – | – | 85 | 60 | 45 | 75 | 55 | 35 | – | – | – | – | – | – | |
| H | 1 | 190 | 155 | 110 | 145 | 110 | 85 | – | – | – | 170 | 140 | 115 | – | – | – |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC510M | KC522M | KC725M | KCPM20 | KTPK20 | |||||||||||
| P | 1 | – | – | – | 1300 | 1130 | 1060 | 1030 | 900 | 840 | 2170 | 1910 | 1760 | 1440 | 1180 | 1010 |
| 2 | – | – | – | 1080 | 950 | 790 | 860 | 760 | 640 | 1340 | 1210 | 1090 | 890 | 740 | 620 | |
| 3 | – | – | – | 1000 | 840 | 700 | 790 | 670 | 550 | 1210 | 1090 | 1000 | 800 | 670 | 560 | |
| 4 | 960 | 780 | 660 | 890 | 730 | 590 | 710 | 590 | 470 | 910 | 840 | 760 | 600 | 520 | 430 | |
| 5 | – | – | – | 730 | 660 | 590 | 590 | 530 | 470 | 1090 | 980 | 900 | 830 | 680 | 580 | |
| 6 | – | – | – | 650 | 490 | 400 | 520 | 400 | 310 | 760 | 660 | 570 | 500 | 410 | – | |
| M | 1 | – | – | – | 800 | 710 | 650 | 670 | 590 | 540 | 880 | 790 | 680 | 940 | 770 | 650 |
| 2 | – | – | – | 730 | 620 | 520 | 610 | 520 | 430 | 800 | 700 | 620 | 850 | 720 | 600 | |
| 3 | – | – | – | 550 | 480 | 370 | 460 | 400 | 310 | 640 | 570 | 490 | 640 | 530 | – | |
| K | 1 | 1150 | 1040 | 940 | 900 | 820 | 720 | – | – | – | 1420 | 1280 | 1150 | 910 | 770 | 640 |
| 2 | 910 | 820 | 760 | 710 | 640 | 590 | – | – | – | 1130 | 1010 | 920 | 720 | 590 | 520 | |
| 3 | 770 | 680 | 620 | 590 | 530 | 480 | – | – | – | 950 | 840 | 780 | 600 | 500 | 420 | |
| N | 1–2 | 2520 | 2240 | 2060 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | 2280 | 2100 | 1920 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – |
| 2 | – | – | – | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – | |
| 3 | – | – | – | 200 | 160 | 110 | 180 | 140 | 100 | – | – | – | – | – | – | |
| 4 | – | – | – | 280 | 200 | 140 | 240 | 180 | 120 | – | – | – | – | – | – | |
| H | 1 | 630 | 510 | 360 | 470 | 360 | 280 | – | – | – | 550 | 460 | 370 | – | – | – |