Vítejte
Potvrďte své předvolby
Aktualizovat předvolby
Návrhy produktů
Product Family suggestions
Kennametal k vašim službám
Zakaznicke centrum
Vítejte, User Name
Vámi vybraný účet:
Vyskytl se problém s vaším účtem. Kontaktujte prosím zákaznickou podporu.
Účet kupujícího Změnit účet
Účet pro příjemce zásilky Změnit účet
- Ovládací panel
- Spravovat objednávky
- Spravovat kanály
- Adresář
Oznámení
Označit vše jako přečtené- Změnit heslo
- Můj profil
- Odhlásit se
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Získejte více za méně s našimi časově omezenými nabídkami! Nakupujte nyní.
Kennametal k vašim službám
Zakaznicke centrum
Položka (položky) úspěšně přidáno do košíku
Zobrazit košík
Zobrazit košík
Úprava řešení
Přidání řešení
Název řešení:{{SolutionName}}- Produkty
- /
- Fix-Perfect™ 90° • Shell Mill • Adjustable Pockets • Metric
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


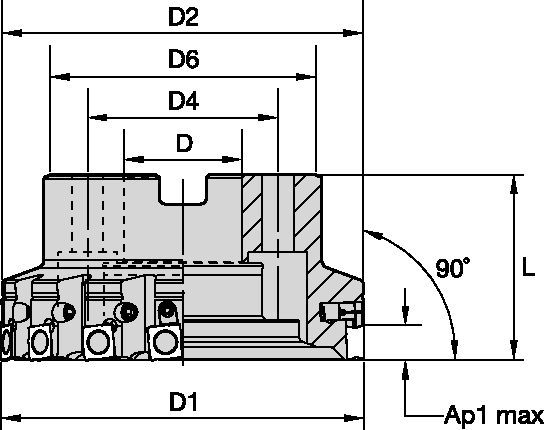
Fix-Perfect™ 90° • Shell Mill • Adjustable Pockets • Metric
Face Mill • Cast Iron Machining
Vlastnosti a výhody
- Milling cutters for roughing and finishing applications in cast iron and compacted graphite iron (CGI).
- High feed rates through tangentially mounted inserts.
- Pocket design protects non-engaged cutting edges.
- Adjustable pockets for fine finishing with wiper inserts.
Použití
Face Milling
Side Milling/Shoulder Milling: Square End
Milling - Through Coolant
Milling - Side and Face
Výběr břitové destičky
| Materiálová skupina | Lehké obrábění | Všeobecné použití | Těžké obrábění | |||
| (Lehká geometrie) | – | (Silná geometrie) | ||||
| Odolnost proti opotřebení |  | Houževnatost | ||||
| Geometrie | Sorta | Geometrie | Sorta | Geometrie | Sorta | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..GPB | KC520M | .E..GPB | KCK15 | .S..GPB | KCK15 |
| K3 | .E..GPB | KC520M | .E..GPB | KCK15 | .S..GPB | KCK15 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Výběr břitové destičky
| Materiálová skupina | Lehké obrábění | Všeobecné použití | Těžké obrábění | |||
| (Lehká geometrie) | – | (Silná geometrie) | ||||
| Odolnost proti opotřebení | | Houževnatost | ||||
| Geometrie | Sorta | Geometrie | Sorta | Geometrie | Sorta | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | – | – | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | .E..GP | KC520M | .E..GP | KCK15 | .E..GP | KCK15 |
| K3 | .E..GP | KC520M | .E..GP | KCK15 | .S..GP | KCPK30 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | – | – | – | – | – | – |
| S3 | – | – | – | – | – | – |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
Doporučené počáteční hodnoty posuvů [mm]
| Lehké obrábění | Všeobecné použití | Těžké obrábění |
| Geometrie břitových destiček | Doporučené počáteční posuvy na zub (Fz) podle % poměru radiální hloubky řezu (ae) | Geometrie břitových destiček | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..GPB | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 | .E..GPB |
| .T..GPB | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .T..GPB |
| .S..GPB | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .S..GPB |
Doporučené počáteční hodnoty posuvů [mm]
| Geometrie břitových destiček | Doporučené počáteční posuvy na zub (Fz) podle % poměru radiální hloubky řezu (ae) | Geometrie břitových destiček | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .E..GP | 0,12 | 0,46 | 0,82 | 0,08 | 0,33 | 0,59 | 0,06 | 0,25 | 0,44 | 0,06 | 0,22 | 0,38 | 0,05 | 0,20 | 0,35 | .E..GP |
| .S..GP | 0,23 | 0,59 | 0,95 | 0,17 | 0,43 | 0,68 | 0,13 | 0,32 | 0,51 | 0,11 | 0,28 | 0,44 | 0,10 | 0,25 | 0,41 | .S..GP |
| Lehké obrábění | Všeobecné použití | Těžké obrábění |
Doporučené počáteční řezné rychlosti [m/min]
| Materiálová skupina | KB1340 | KC520M | KCK15 | KTPK20 | KCPK30 | KY3500 | |||||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 1370 | 915 | 490 | 270 | 245 | 215 | 420 | 385 | 340 | 230 | 195 | 160 | 295 | 265 | 240 | 805 | 730 | 650 |
| 2 | – | – | – | 210 | 190 | 175 | 335 | 295 | 275 | 185 | 150 | 130 | 235 | 210 | 190 | 635 | 570 | 530 | |
| 3 | – | – | – | 175 | 160 | 145 | 280 | 250 | 230 | 150 | 130 | 105 | 195 | 175 | 160 | 535 | 475 | 435 | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
Doporučené počáteční řezné rychlosti [m/min]
| Materiálová skupina | KB1340 | KC520M | KCK15 | KCPK30 | KY3500 | |||||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| K | 1 | 1370 | 915 | 490 | 270 | 245 | 215 | 420 | 385 | 340 | 295 | 265 | 240 | 805 | 730 | 650 |
| 2 | – | – | – | 210 | 190 | 175 | 335 | 295 | 275 | 235 | 210 | 190 | 635 | 570 | 530 | |
| 3 | – | – | – | 175 | 160 | 145 | 280 | 250 | 230 | 195 | 175 | 160 | 535 | 475 | 435 | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | – | – | – | – | – | – | – | – | – | – | – | – | – | – | – |
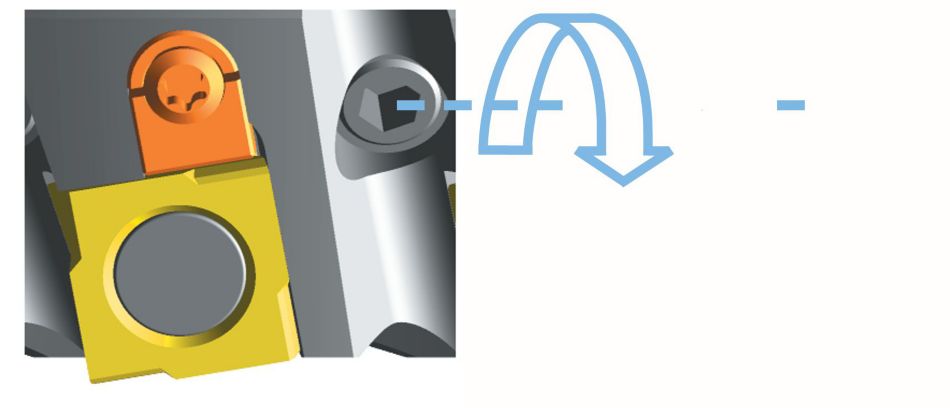
Osazení břitových destiček ve frézovacích tělesech Fix-Perfect™ pro litiny
| Hrubování | procedures | roughing/finishing | |||
 | | | | ||
| insert seat | insert seat | ||||
| Standardní | adjustable | Standardní | adjustable | ||
| ― | 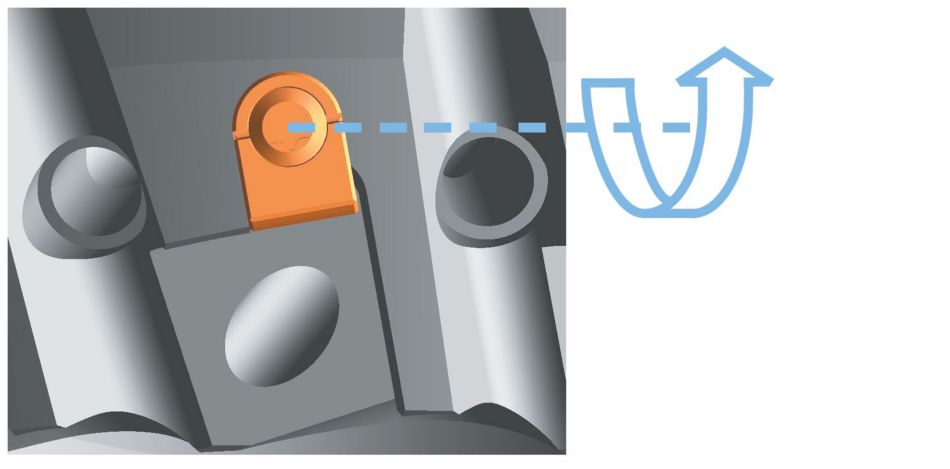 | 1 | Reset adjusting element T x T9 | ― | |
 |  | 2 | insert roughing insert tighten SW 3 MAn = 5 Nm | | ― |
| ― |  | 3 | tighten adjusting element gently | ― | ― |
| 4 | insert finishing insert and pre-tighten SW 3 M VG = 1 Nm | ― | | ||
| 5 | the finishing insert is positioned 0,04mm in front of the highest roughing insert | ― | 0,04mm (.0016 palce) | ||
| 6 | tighten the finishing insert MAn = 5 Nm | ― | | ||