Welcome
Please confirm your preferences
Update Preferences
Product Suggestions
Product Family suggestions
Hi, User Name
Your Selected Account:
There is an issue with your account. Please contact customer support.
Sold To Account Change Account
Ship To Account Change Account
- Dashboard
- Manage Orders
- Manage Channels
- Address Book
Notifications
Mark all as read- Change Password
- My Profile
- Sign Out
Item(s) successfully added to cart
View Cart
View Cart
Turn up your volume for less with our limited-time offers! Shop Now
Item(s) successfully added to cart
View Cart
View Cart
Editing Solution
Adding Solution
Solution Name:{{SolutionName}}- Products
- /
- Metalworking Tools
- /
- Milling
- /
- Indexable Milling
- /
- Ceramic Mills
- /
- Ceramic Mills • RP
- /
- KSSR - RP • Shell Mills • Metric
Product Similar To: [Product Name]
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

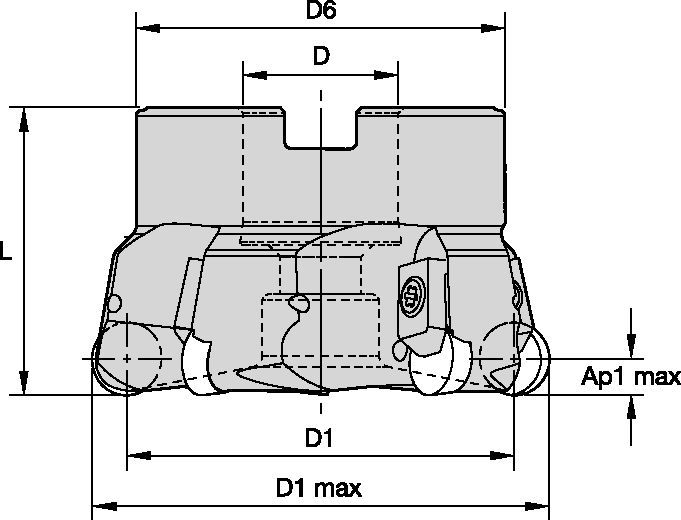
KSSR - RP • Shell Mills • Metric
Shell Mills
Features and benefits
- For machining high-temp alloys, PH stainless, stainless steels, and hardened materials.
- Excellent productivity through massive reduction of machining time.
- Face milling, pocketing, and ramping capabilities.
- Through-body coolant delivery for internal air supply only.
Uses and application
Ramping: Blank
Slotting: Ball Nose
Side Milling/Shoulder Milling: Ball Nose
Milling - Side and Face
Pocketing
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S3 | ..E | KYS30 | ..E | KYS30 | ..E | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..T | KYS30 |
| S3 | ..E | KYS30 | ..T | KYS30 | ..T | KYS30 |
| S4 | ||||||
| H1 | – | – | – | – | – | – |
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci | | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | ..E | KYSP30 | ..E | KYSP30 | ..E | KYSP30 |
| M1–M2 | – | – | – | – | – | – |
| M3 | – | – | – | – | – | – |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KYS30 | ..E | KYS30 | ..T | KYS30 |
| S3 | ..E | KYS30 | ..T | KYS30 | ..T | KYS30 |
| S4 | – | – | – | – | – | – |
| H1 | – | – | – | – | – | – |
At 3,18 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
At 1,59 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At 0,79 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
At 0,40 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
At 4,76 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
| ..T | 0,17 | 0,20 | 0,26 | 0,13 | 0,15 | 0,19 | 0,11 | 0,13 | 0,17 | 0,10 | 0,12 | 0,16 | 0,10 | 0,12 | 0,15 | ..T |
At 2,38 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At 1,19 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
| ..T | 0,20 | 0,24 | 0,30 | 0,15 | 0,18 | 0,22 | 0,13 | 0,15 | 0,19 | 0,12 | 0,14 | 0,18 | 0,12 | 0,14 | 0,18 | ..T |
At 0,60 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| ..T | 0,35 | 0,42 | 0,53 | 0,26 | 0,32 | 0,40 | 0,23 | 0,28 | 0,35 | 0,21 | 0,26 | 0,32 | 0,21 | 0,25 | 0,32 | ..T |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
| ..T | 0,26 | 0,31 | 0,39 | 0,19 | 0,23 | 0,29 | 0,17 | 0,20 | 0,25 | 0,16 | 0,19 | 0,24 | 0,15 | 0,19 | 0,23 | ..T |
At 6,35 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,12 | 0,13 | 0,17 | 0,09 | 0,10 | 0,13 | 0,08 | 0,09 | 0,11 | 0,07 | 0,08 | 0,10 | 0,07 | 0,08 | 0,10 | ..E |
| ..T | 0,17 | 0,26 | 0,29 | 0,13 | 0,20 | 0,22 | 0,11 | 0,17 | 0,19 | 0,10 | 0,16 | 0,18 | 0,10 | 0,16 | 0,17 | ..T |
At 3,18 Axial Depth of Cut (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
At 1,59 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,15 | 0,20 | 0,10 | 0,11 | 0,15 | 0,09 | 0,10 | 0,13 | 0,09 | 0,09 | 0,12 | 0,08 | 0,09 | 0,12 | ..E |
| ..T | 0,20 | 0,31 | 0,33 | 0,15 | 0,23 | 0,25 | 0,13 | 0,20 | 0,22 | 0,12 | 0,19 | 0,20 | 0,12 | 0,18 | 0,20 | ..T |
At 0,79 Axial Depth of Cut (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,25 | 0,27 | 0,35 | 0,19 | 0,20 | 0,26 | 0,16 | 0,18 | 0,23 | 0,15 | 0,17 | 0,22 | 0,15 | 0,16 | 0,21 | ..E |
| ..T | 0,35 | 0,55 | 0,60 | 0,26 | 0,41 | 0,45 | 0,23 | 0,36 | 0,39 | 0,21 | 0,33 | 0,37 | 0,21 | 0,33 | 0,36 | ..T |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,18 | 0,20 | 0,26 | 0,14 | 0,15 | 0,19 | 0,12 | 0,13 | 0,17 | 0,11 | 0,12 | 0,16 | 0,11 | 0,12 | 0,15 | ..E |
| ..T | 0,26 | 0,40 | 0,44 | 0,19 | 0,30 | 0,33 | 0,17 | 0,26 | 0,29 | 0,16 | 0,24 | 0,27 | 0,15 | 0,24 | 0,26 | ..T |
Recommended Starting Speeds [m/min]
| Malzeme grubu | KYHS10 | KYSM10 | KYSP30 | KYS30 | |||||||||
| P | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | 1205 | 975 | 725 | 915 | 730 | 550 | 915 | 730 | 550 | |
| 6 | – | – | – | 1205 | 975 | 725 | 915 | 730 | 550 | 915 | 730 | 550 | |
| M | 1 | – | – | – | 1205 | 975 | 725 | – | – | – | – | – | – |
| 2 | – | – | – | 1140 | 915 | – | – | – | – | – | – | – | |
| 3 | – | – | – | 840 | 730 | – | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | 805 | 660 | 510 |
| 2 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | 805 | 660 | 510 | |
| 3 | 730 | 620 | 510 | 1550 | 1260 | 970 | 1170 | 950 | 730 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | – | – | – | – | – | – | |
| H | 1 | 365 | 310 | 240 | – | – | – | – | – | – | – | – | – |