
KenDrill™ Derin delik HPR • 15 x D • İçten soğutmalı • Düz şaft • Metrik
Dökme demir ve çelikler için karbür derin delik matkabı
Özellikler ve avantajlar
- Isıya ve aşınmaya dayanıklı KCK10A kalitemize sahip HPR matkaplar geometrimizle kanıtlanmış performans.
- Geleneksel matkaplardan dört kat daha hızlı olan yüksek verimlilik.
- Rakiplere kıyasla çelik ve demirde daha uzun takım ömrü.
- Artırılmış talaş kaldırma oranıyla elde edilen maliyet tasarrufu.
Kullanım ve uygulama alanları
Drilling
Drilling: Inclined Exit
Drilling: Stacked Plates
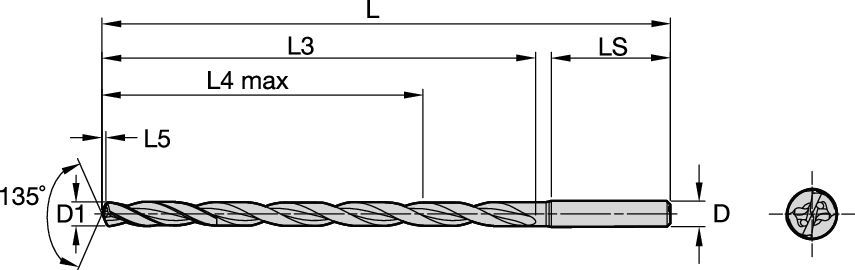
Tool Dimensions: 2flute/4margin/coolant
DIN number 6535
Drilling - Through Coolant
Through Coolant: MQL (Minimum Quantity Lubricant): Drilling
Shank - Cylindrical Plain ≤h6
Helix Angle: 30°
Drilling: Cross-Hole Drilling