
KenDrill™ Deep HPR • 15 x D • Refrigerante interno • Mango recto • Sistema métrico
Taladrado de agujero profundo de metal duro integral para fundición y aceros
Features and benefits
- Rendimiento demostrado con nuestra geometría de brocas HPR, que incluye nuestra calidad KCK10A resistente al calor y al desgaste.
- Alta productividad con velocidades cuatro veces más rápidas que las brocas tradicionales.
- Vida más prolongada de la herramienta en acero y hierro en comparación con la competencia.
- Ahorros en rendimiento gracias al aumento de la tasa de evacuación del metal.
Uses and application
Taladrado
Taladrado: Salida inclinada
Taladrado: Placas apiladas
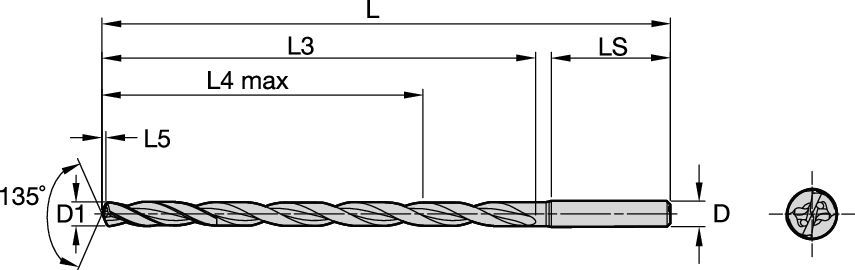
Dimensiones de la herramienta: 2 canales/4 márgenes/refrigerante
Número DIN 6535
Taladrado — Con refrigeración interna
Con refrigeración interna: MQL (cantidad mínima de lubricante): Taladrado
Mango — Liso cilíndrico ≤h6
Ángulo de la hélice: 30°
Drilling: Cross-Hole Drilling