


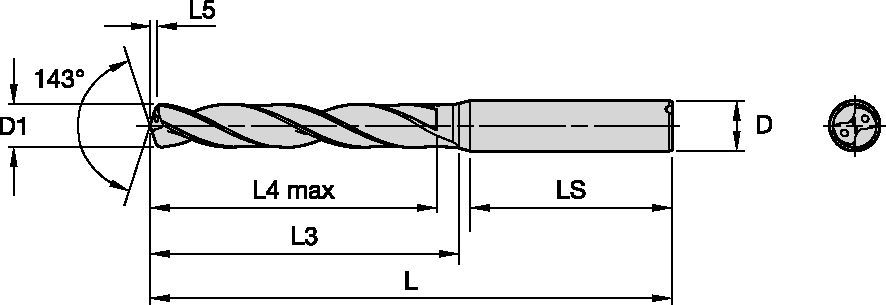
KenDrill™ HPR • 5 x D • Internal Coolant • Straight Shank • Inch
Solid Carbide Drill for Cast Iron and Steels
Features and benefits
- HPR point thinning provides excellent self-centering capabilities along with low-thrust, enabling maximum hole straightness.
- 4 margin lands are deal for cross holes and inclined exits, proving maximum stability.
- Drills holes 5X its diameter, making it ideal for deep-hole applications.
- AlTiN/AlTiSiN multi-layer coating withstands abrasive and thermal loads to increase tool life.
- Patented corner radius enables long tool life and excellent hole quality by avoiding workpiece chipping during evacuation.
- HA shank design reduces vibration and provides increased stability, reducing the risk of breakage. All shanks are Minimum Quantity Lubrication (MQL) ready and fulfill the DIN 6535 and 69090-03 requirements.
Uses and application
Taladrado
Taladrado: Salida inclinada
Taladrado: Placas apiladas
Drilling: Cross-Hole Drilling



