Le damos la bienvenida
Confirme sus preferencias
Actualizar preferencias
Sugerencias de productos
Product Family suggestions
Kennametal a su servicio
Hola, User Name
Su cuenta seleccionada:
Hay un problema con su cuenta. Por favor, póngase en contacto con el servicio de atención al cliente.
Número de cliente Cambiar cuenta
Dirección de envío (#) Cambiar cuenta
- Panel de control
- Gestionar pedidos
- Gestionar canales
- Libreta de direcciones
Notifications
Mark all as read- Cambiar contraseña
- Mi perfil
- Cerrar sesión
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Kennametal a su servicio
Artículo(s) añadido correctamente al carrito
Ver carrito
Ver carrito
Edición de la solución
Añadiendo solución
Nombre de la solución:{{SolutionName}}- Productos
- /
- Herramientas de trabajo de los metales
- /
- Fresado
- /
- Fresado intercambiable
- /
- Fresas cerámicas
- /
- Fresas cerámicas • RN
- /
- KSSR • RN
- /
- KSSR - RN • Fresas de plato • Sistema métrico
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

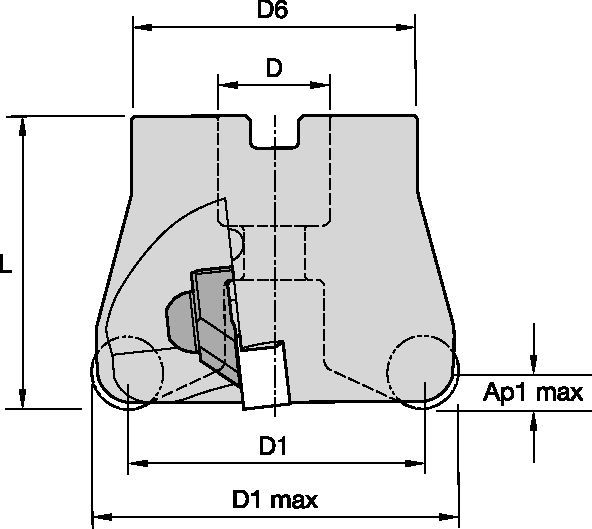
KSSR - RN • Fresas de plato • Sistema métrico
Fresas de plato
Features and benefits
- La mejor opción para el planeado de aleaciones de alta temperatura y materiales duros o endurecidos hasta 60 HRC.
- Excelente productividad mediante una enorme reducción del tiempo de mecanizado.
Uses and application
Planeado
Ranurado: Nariz de bola
Fresado lateral/Fresado en escuadra: Nariz de bola
Fresado — lateral y planeado
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| – | (Hafif geometri) | – | (Sert geometri) | |||
| – | Aşınma direnci |  | Tokluk | |||
| – | Geometri | Kalite | Geometri | Kalite | Geometri | Kalite |
| P1–P2 | – | – | – | – | – | – |
| P3–P4 | – | – | – | – | – | – |
| P5–P6 | – | – | ..T.. | KY2100 / KYSM10 | – | – |
| M1–M2 | – | – | – | – | – | – |
| M3 | ..T.. | KY2100 / KYSM10 | ..T.. | KY2100 / KYSM10 | ..T.. | KY2100 / KYSM10 |
| K1–K2 | – | – | – | – | – | – |
| K3 | – | – | – | – | – | – |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | ..E | KY4300 / KYHS10 | ..T.. | KYS30 | ..T.. | KY2100 / KYSM10 |
| S3 | ..T.. | KYS30 | ..T.. | KYS30 | ..T.. | KY4300 / KYHS10 |
| S4 | – | – | – | – | – | – |
| H1 | ..E | KY4300 / KYHS10 | ..T.. | KY4300 / KYHS10 | – | – |
Con profundidad de corte axial de 6,35 (ap)
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Con profundidad de corte axial de 3,18 (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,09 | 0,10 | 0,11 | 0,07 | 0,08 | 0,09 | 0,06 | 0,07 | 0,07 | 0,06 | 0,06 | 0,07 | 0,06 | 0,06 | 0,07 | ..E |
| ..T.. | 0,17 | 0,26 | 0,28 | 0,13 | 0,19 | 0,21 | 0,11 | 0,17 | 0,19 | 0,10 | 0,16 | 0,17 | 0,10 | 0,16 | 0,17 | ..T.. |
Con profundidad de corte axial de 1,59 (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,11 | 0,12 | 0,13 | 0,08 | 0,09 | 0,10 | 0,07 | 0,08 | 0,09 | 0,07 | 0,07 | 0,08 | 0,07 | 0,07 | 0,08 | ..E |
| ..T.. | 0,20 | 0,30 | 0,33 | 0,15 | 0,22 | 0,25 | 0,13 | 0,20 | 0,21 | 0,12 | 0,18 | 0,20 | 0,12 | 0,18 | 0,20 | ..T.. |
Con profundidad de corte axial de 0,79 (ap)
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,20 | 0,21 | 0,23 | 0,15 | 0,16 | 0,18 | 0,13 | 0,14 | 0,15 | 0,12 | 0,13 | 0,14 | 0,12 | 0,13 | 0,14 | ..E |
| ..T.. | 0,35 | 0,54 | 0,59 | 0,26 | 0,40 | 0,44 | 0,23 | 0,35 | 0,38 | 0,21 | 0,33 | 0,36 | 0,21 | 0,32 | 0,35 | ..T.. |
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 10% | 20% | 30% | 40% | 50–100% | ||||||||||||
| ..E | 0,14 | 0,16 | 0,17 | 0,11 | 0,12 | 0,13 | 0,09 | 0,10 | 0,11 | 0,09 | 0,10 | 0,10 | 0,09 | 0,09 | 0,10 | ..E |
| ..T.. | 0,26 | 0,39 | 0,43 | 0,19 | 0,29 | 0,32 | 0,17 | 0,26 | 0,28 | 0,16 | 0,24 | 0,26 | 0,15 | 0,23 | 0,26 | ..T.. |
Velocidades iniciales recomendadas (m/min)
| Malzeme grubu | KYHS10 | KYSM10 | KYSP30 | |||||||
| P | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| 4 | – | – | – | – | – | – | – | – | – | |
| 5 | – | – | – | – | – | – | – | – | – | |
| 6 | – | – | – | – | – | – | – | – | – | |
| M | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| K | 1 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | |
| N | 1–2 | – | – | – | – | – | – | – | – | – |
| 3 | – | – | – | – | – | – | – | – | – | |
| S | 1 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 |
| 2 | 510 | 400 | 295 | 1065 | 870 | 675 | 805 | 660 | 510 | |
| 3 | 730 | 620 | 510 | 1550 | 1260 | 970 | 1170 | 950 | 730 | |
| 4 | – | – | – | – | – | – | – | – | – | |
| H | 1 | 365 | 310 | 240 | – | – | – | – | – | – |