Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraises en carbure monobloc
- /
- Fraises en carbure monobloc hautes performances
- /
- HARVI II TE
- /
- HARVI™ II TE • Chamfered • 5 Flutes • Necked • Plain Shank • Metric
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.


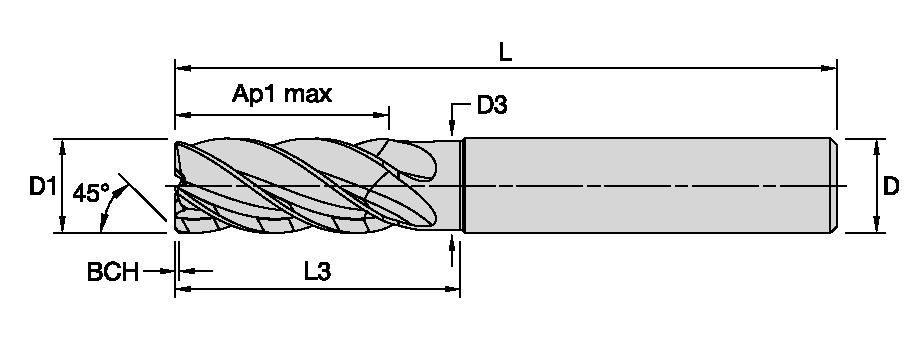
HARVI™ II TE • Chamfered • 5 Flutes • Necked • Plain Shank • Metric
HARVI™ II TE Five Flute End Mill for Increased MRR Covering the Broadest Range of Applications and Materials;
Roughing and Finishing with One Tool
Features and benefits
- Versatile solid carbide endmill for steels, stainless steel, high temperature alloys, and cast iron.
- Proprietary core and flute designs with optimum flute spacing for perfect chip formation and highest tool rigidity.
- Unique End Face Design for agressive ramping and plunging operations.
- Unequally spaced flutes and differential helix allow for the broadest range of applications.
- Chip gashes in the flutes ensure optimum chip removal.
- Eccentric relief provides edge stability in a broad range of materials.
| Table for Feed and Speed Calculation with Adjustment Factor • INCH | |||||||||||||||||||||
 |  | Kenar frezeleme (A) için önerilen diş başına ilerleme (IPT = inç/diş). Kanal açma (B) için IPT %20 azaltılır. | |||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KCPM15 | D1 | |||||||||||||||||||
| A | B | Kesme hızı | frac. | 1/8 | 5/32 | 3/16 | 7/32 | 1/4 | 9/32 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||
| Malzeme grubu | ap | ae | ap | Min. | Başlangıç | Maks. | dec. | .1250 | .1563 | .1875 | .2188 | .2500 | .2813 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | P0 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| P1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 460 | 540 | 620 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P3 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 390 | 455 | 520 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| P4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 395 | 490 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 | |
| P5 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 265 | 330 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| P6 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 205 | 250 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| M | M1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 340 | 380 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| M2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 230 | 260 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| M | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 200 | 215 | 230 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| K | K1 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 390 | 440 | 490 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| K2 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 410 | 460 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| K3 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 395 | 430 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| S | S1 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 160 | 230 | 300 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| S2 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 80 | 120 | 160 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S3 | 1.5 x D1 | 0.5 x D1 | 0.50 x D1 | 80 | 105 | 130 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 180 | 200 | IPT | 0.0005 | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0016 | 0.0019 | 0.0023 | 0.0028 | 0.0031 | 0.0036 | 0.0039 | |
| H | H1 | 1.5 x D1 | 0.5 x D1 | 1.0 x D1 | 260 | 360 | 460 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 |
| H2 | 1.5 x D1 | 0.2 x D1 | 1.0 x D1 | 230 | 310 | 390 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | |||||||||||||||||||||
| Table for Feed and Speed Calculation with Adjustment Factor • METRIC | |||||||||||||||||||||
| | Kenar frezeleme (A) için önerilen diş başına ilerleme (IPT = inç/diş). Kanal açma (B) için IPT %20 azaltılır. | |||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KCPM15 | D1 | |||||||||||||||||||
| A | B | Kesme hızı | frac. | 1/8 | 5/32 | 3/16 | 7/32 | 1/4 | 9/32 | 5/16 | 3/8 | 1/2 | 5/8 | 3/4 | 1 | 1 1/4 | |||||
| Malzeme grubu | ap | ae | ap | Min. | Başlangıç | Maks. | dec. | .1250 | .1563 | .1875 | .2188 | .2500 | .2813 | .3125 | .3750 | .5000 | .6250 | .7500 | 1.0000 | 1.2500 | |
| P | P0 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| P1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 490 | 575 | 660 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 460 | 540 | 620 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 | |
| P3 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 390 | 455 | 520 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| P4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 395 | 490 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 | |
| P5 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 265 | 330 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| P6 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 205 | 250 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| M | M1 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 300 | 340 | 380 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| M2 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 200 | 230 | 260 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| M | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 200 | 215 | 230 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| K | K1 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 390 | 440 | 490 | IPT | 0.0010 | 0.0012 | 0.0015 | 0.0017 | 0.0020 | 0.0023 | 0.0026 | 0.0030 | 0.0037 | 0.0043 | 0.0048 | 0.0054 | 0.0054 |
| K2 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 410 | 460 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 | |
| K3 | 1.5 x D1 | 0.5 x D1 | 1.00 x D1 | 360 | 395 | 430 | IPT | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0015 | 0.0017 | 0.0020 | 0.0025 | 0.0030 | 0.0034 | 0.0040 | 0.0043 | |
| S | S1 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 160 | 230 | 300 | IPT | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0017 | 0.0019 | 0.0021 | 0.0025 | 0.0032 | 0.0038 | 0.0042 | 0.0050 | 0.0053 |
| S2 | 1.5 x D1 | 0.3 x D1 | 0.75 x D1 | 80 | 120 | 160 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S3 | 1.5 x D1 | 0.5 x D1 | 0.50 x D1 | 80 | 105 | 130 | IPT | 0.0004 | 0.0005 | 0.0007 | 0.0008 | 0.0009 | 0.0010 | 0.0011 | 0.0013 | 0.0017 | 0.0020 | 0.0023 | 0.0027 | 0.0029 | |
| S4 | 1.5 x D1 | 0.5 x D1 | 1.25 x D1 | 160 | 180 | 200 | IPT | 0.0005 | 0.0007 | 0.0008 | 0.0010 | 0.0012 | 0.0014 | 0.0016 | 0.0019 | 0.0023 | 0.0028 | 0.0031 | 0.0036 | 0.0039 | |
| H | H1 | 1.5 x D1 | 0.5 x D1 | 1.0 x D1 | 260 | 360 | 460 | IPT | 0.0007 | 0.0009 | 0.0011 | 0.0013 | 0.0015 | 0.0017 | 0.0019 | 0.0022 | 0.0028 | 0.0033 | 0.0037 | 0.0042 | 0.0044 |
| H2 | 1.5 x D1 | 0.2 x D1 | 1.0 x D1 | 230 | 310 | 390 | IPT | 0.0006 | 0.0007 | 0.0008 | 0.0010 | 0.0011 | 0.0013 | 0.0014 | 0.0017 | 0.0021 | 0.0025 | 0.0027 | 0.0031 | 0.0032 | |
| These guidelines may require variations to achieve optimum results. Above parameters are based on ideal conditions. For smaller taper machining centers, please adjust parameters accordingly on | |||||||||||||||||||||