Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- Outils d’usinage des métaux
- /
- Fraisage
- /
- Fraisage indexable
- /
- High-Feed Series
- /
- • KenFeed™ 2X
- /
- KenFeed™ 2X • IC 9
- /
- KenFeed™ 2X • Screw-On • WOEJ09... • Inch
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.

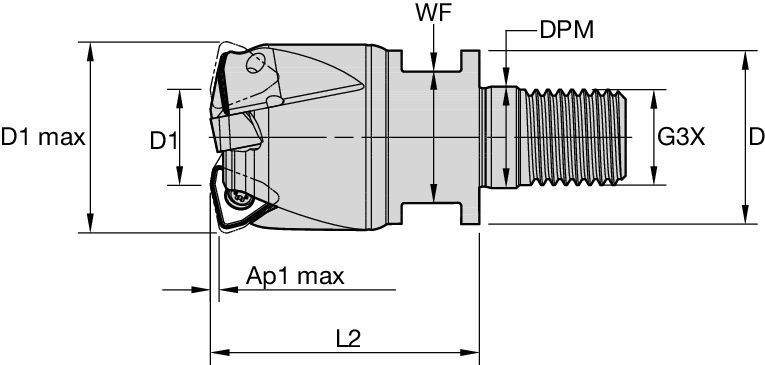
KenFeed™ 2X • Screw-On • WOEJ09... • Inch
Screw-On End Mills • WOEJ09...
Features and benefits
- Dramatically improves MRR using the latest milling strategies.
- Engineered to run up to 0,1 IPT.
- Ideal for pocketing, ramping, and helical interpolations. Z-plunge capabilities.
- First choice for deep cavities or from 3 x D.
Uses and application
Surfaçage
Fraisage hélicoïdal
Fraisage en plongée
Ramping : Ébauche
Rainurage : Bout hémisphérique
Fraisage de côté/avec épaulement : Bout hémisphérique
Profilage 3D
Queue — à vis
Fraisage — Arrosage interne
Usinage de poches
| Malzeme grubu | Hafif işleme | Genel amaçlı kullanım | Ağır işleme | |||
| (Hafif geometri) | (Sert geometri) | |||||
| Aşınma direnci |  | Tokluk | ||||
| Geometri | Kalite | Geometri | Kalite | Geometri | Kalite | |
| P1–P2 | .S..GD | KCPK30 | .S..GD | KCPM40 | .S..HD | KCPM40 |
| P3–P4 | .S..GD | KCPK30 | .S..GD | KCPM40 | .S..HD | KCPM40 |
| P5–P6 | .S..GD | KCPK30 | .S..GD | KC725M | .S..HD | KC725M |
| M1–M2 | .S..GD | KC522M | .S..GD | KC725M | .S..HD | KC725M |
| M3 | .S..GD | KCPK30 | .S..GD | KCPM40 | .S..HD | KCPM40 |
| K1–K2 | .S..HD | KCK15 | .S..HD | KCK15 | .S..HD | KCK15 |
| K3 | .S..GD | KCPK30 | .S..HD | KCK15 | .S..HD | KCPK30 |
| N1–N2 | – | – | – | – | – | – |
| N3 | – | – | – | – | – | – |
| S1–S2 | .S..GD | KC522M | .S..GD | KC725M | .S..HD | KC725M |
| S3 | .S..GD | KC725M | .S..GD | KCPM40 | .S..HD | KCPM40 |
| S4 | .S..GD | KC522M | .S..HD | KC522M | .S..HD | KC725M |
| H1 | – | – | – | – | – | – |
Recommended Starting Feeds [IPT]
| Kesici uç geometrisi | Frezenin iş parçasına radyal giriş temasında (ae), diş başına başlangıç ilerleme (Fz) % oranı. | Kesici uç geometrisi | ||||||||||||||
| 5% | 10% | 20% | 30% | 40–100% | ||||||||||||
| .S..GD | .045 | .089 | .141 | .032 | .063 | .098 | .024 | .047 | .072 | .021 | .040 | .063 | .019 | .037 | .057 | .S..GD |
| .S..HD | .045 | .109 | .168 | .032 | .077 | .116 | .024 | .057 | .085 | .021 | .049 | .074 | .019 | .045 | .067 | .S..HD |
| Hafif işleme | Genel amaçlı kullanım | Ağır işleme |
Recommended Starting Speeds [SFM]
| Malzeme grubu | KC522M | KC725M | KCK15 | KCPK30 | |||||||||
| P | 1 | 1300 | 1130 | 1060 | 1030 | 900 | 840 | – | – | – | 1780 | 1560 | 1450 |
| 2 | 1080 | 950 | 790 | 860 | 760 | 640 | – | – | – | 1100 | 1000 | 900 | |
| 3 | 1000 | 840 | 700 | 790 | 670 | 550 | – | – | – | 1000 | 900 | 820 | |
| 4 | 890 | 730 | 590 | 710 | 590 | 470 | – | – | – | 740 | 690 | 620 | |
| 5 | 730 | 660 | 590 | 590 | 530 | 470 | – | – | – | 1020 | 910 | 830 | |
| 6 | 650 | 490 | 400 | 520 | 400 | 310 | – | – | – | 620 | 540 | – | |
| M | 1 | 800 | 710 | 650 | 670 | 590 | 540 | – | – | – | 820 | 720 | 620 |
| 2 | 730 | 620 | 520 | 610 | 520 | 430 | – | – | – | 730 | 640 | 550 | |
| 3 | 550 | 480 | 370 | 460 | 400 | 310 | – | – | – | 570 | 520 | 460 | |
| K | 1 | 900 | 820 | 720 | – | – | – | 1660 | 1510 | 1340 | 1160 | 1050 | 940 |
| 2 | 710 | 640 | 590 | – | – | – | 1310 | 1170 | 1090 | 920 | 830 | 760 | |
| 3 | 590 | 530 | 480 | – | – | – | 1100 | 980 | 900 | 770 | 690 | 640 | |
| N | 1 | – | – | – | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| S | 1 | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – |
| 2 | 160 | 140 | 110 | 140 | 120 | 100 | – | – | – | – | – | – | |
| 3 | 200 | 160 | 110 | 180 | 140 | 100 | – | – | – | – | – | – | |
| 4 | 280 | 200 | 140 | 240 | 180 | 120 | – | – | – | – | – | – | |
| H | 1 | 470 | 360 | 280 | – | – | – | – | – | – | – | – | – |
| 2 | – | – | – | – | – | – | – | – | – | – | – | – | |
| 3 | – | – | – | – | – | – | – | – | – | – | – | – | |
| Freze tipi | Katalog numarası | recommended ramping angle (for continuous ramping process) | max ramp angle when Ap max (not for continuous ramping process) | max ramp angle for 360° helical interpolation | minimum delik çapı (DH min) | maksimum düz tabanlı delik çapı (DH1 maks) | maksimum delik çapı (Tabanı düz olmayan delik) |
| Screw-On | KF2X100W0902M12L138 | 3.5° | 5.2° | 3.1° | 1.291 | 1.35 | 2.0 |
| KF2X125W0902M16L169 | 1.9° | 2.8° | 1.7° | 1.813 | 1.87 | 2.5 | |
| KF2X125W0903M16L169 | 1.9° | 2.8° | 1.7° | 1.813 | 1.87 | 2.5 | |
| KF2X150W0903M16L169 | 1.4° | 2.1° | 1.2° | 2.310 | 2.37 | 3.0 | |
| KF2X150W0904M16L169 | 1.4° | 2.1° | 1.2° | 2.310 | 2.37 | 3.0 | |
| End Mills | KF2X100W0902C100L600 | 3.5° | 5.2° | 3.1° | 1.291 | 1.35 | 2.0 |
| KF2X100W0902C100L800 | 3.5° | 5.2° | 3.1° | 1.291 | 1.35 | 2.0 | |
| KF2X125W0903C125L600 | 1.9° | 2.8° | 1.7° | 1.813 | 1.87 | 2.5 | |
| KF2X125W0903C125L800 | 1.9° | 2.8° | 1.7° | 1.813 | 1.87 | 2.5 | |
| KF2X150W0903C125L600 | 1.4° | 2.1° | 1.2° | 2.310 | 2.37 | 3.0 | |
| KF2X150W0903C125L800 | 1.4° | 2.1° | 1.2° | 2.310 | 2.37 | 3.0 | |
| Face Mills | KF2X150W0904S050L157 | 1.4° | 2.1° | 1.2° | 2.310 | 2.37 | 3.0 |
| KF2X200W0905S075L157 | 1.0° | 1.4° | 0.8° | 3.307 | 3.37 | 4.0 | |
| KF2X200W0906S075L157 | 1.0° | 1.4° | 0.8° | 3.307 | 3.37 | 4.0 | |
| KF2X250W0906S075L175 | 0.7° | 1.1° | 0.6° | 4.305 | 4.36 | 5.0 | |
| KF2X300W0907S100L175 | 0.6° | 1.0° | 0.5° | 5.303 | 5.36 | 6.0 | |
| KF2X300W0907S125L200 | 0.6° | 1.0° | 0.5° | 5.303 | 5.36 | 6.0 |
| Rt | Wt | t |
| .110 | .312 | .045 |
Ramping linéaire et interpolation hélicoïdale maxi dans le plein • Pouces
| Freze tipi | Katalog numarası | recommended ramping angle (for continuous ramping process) | max ramp angle when Ap max (not for continuous ramping process) | max ramp angle for 360° helical interpolation | minimum delik çapı (DH min) | maksimum düz tabanlı delik çapı (DH1 maks) | maksimum delik çapı (Tabanı düz olmayan delik) |
| Screw-On | KF2X2X25Z02M12WO09 | 3.6° | 5.4° | 3.1° | 26,5 | 33,7 | 50 |
| KF2X32Z03M16WO09 | 1.8° | 2.7° | 1.7° | 41,2 | 48,4 | 64 | |
| KF2X35Z03M16WO09 | 1.6° | 2.4° | 1.4° | 46,8 | 54,0 | 70 | |
| KF2X42Z04M16WO09 | 1.2° | 1.9° | 0.8° | 68,7 | 75,9 | 84 | |
| End Mills | KF2X25Z02A25WO09L140 | 3.6° | 5.4° | 3.1° | 26,5 | 33,7 | 50 |
| KF2X25Z02A25WO09L200 | 3.6° | 5.4° | 3.1° | 26,5 | 33,7 | 50 | |
| KF2X25Z02A25WO09L300 | 3.6° | 5.4° | 3.1° | 26,5 | 33,7 | 50 | |
| KF2X28Z02A25WO09L200 | 3.1° | 4.6° | 2.5° | 31,6 | 38,8 | 56 | |
| KF2X32Z03A32WO09L150 | 1.8° | 2.7° | 1.7° | 41,2 | 48,4 | 64 | |
| KF2X32Z03A32WO09L200 | 1.8° | 2.7° | 1.7° | 41,2 | 48,4 | 64 | |
| KF2X32Z03A32WO09L300 | 1.8° | 2.7° | 1.7° | 41,2 | 48,4 | 64 | |
| KF2X35Z03A32WO09L200 | 1.6° | 2.4° | 1.4° | 46,8 | 54,0 | 70 | |
| Face Mills | KF2X40Z04WO09 | 1.3° | 2.0° | 1.2° | 56,4 | 63,6 | 80 |
| KF2X50Z05WO09 | 1.0° | 1.5° | 0.8° | 76,7 | 83,9 | 100 | |
| KF2X52Z05WO09 | 1.0° | 1.4° | 0.8° | 80,7 | 87,9 | 104 | |
| KF2X63Z05S22WO09 | 0.8° | 1.2° | 0.6° | 102,7 | 109,9 | 126 | |
| KF2X63Z05WO09 | 0.8° | 1.2° | 0.6° | 102,7 | 109,9 | 126 | |
| KF2X66Z06S22WO09 | 0.7° | 1.1° | 0.5° | 108,7 | 115,9 | 132 | |
| KF2X66Z06WO09 | 0.7° | 1.1° | 0.5° | 108,7 | 115,9 | 132 | |
| KF2X80Z07WO09 | 0.6° | 0.9° | 0.4° | 136,6 | 143,8 | 160 |
Ramping linéaire et interpolation hélicoïdale maxi dans le plein • Pouces
| Çap | maks rampa açısı | max ramp angle for 360° helical interpolation | max plunge depth | minimum delik çapı (DH min) | maksimum düz tabanlı delik çapı (DH1 maks) | maksimum delik çapı (Tabanı düz olmayan delik) |
| 1.50 | 5.5° | 1.93° | 0.076 | 1.90 | 2.22 | 3.00 |
| 2.00 | 4.4° | 1.18° | 0.076 | 2.86 | 3.22 | 4.00 |
| 2.50 | 3.0° | 0.85° | 0.076 | 3.85 | 4.22 | 5.00 |
| 3.00 | 2.3° | 0.67° | 0.076 | 4.84 | 5.21 | 6.00 |
| 4.00 | 1.6° | 0.47° | 0.076 | 6.84 | 7.21 | 8.00 |
| 5.00 | 1.2° | 0.36° | 0.076 | 8.84 | 9.21 | 10.00 |