Bienvenue
Veuillez confirmer vos préférences
Mettre à jour les préférences
Suggestions de produit
Product Family suggestions
Nouveau client
Êtes-vous un nouveau client de Kennametal ? Créez un compte et commencez.
Créer un compteBonjour, User Name
Votre compte sélectionné :
Il y a un problème avec votre compte. Veuillez contacter le service client.
Compte Client Modifier le compte
Compte de livraison Modifier le compte
- Tableau de bord
- Gérer les commandes
- Gérer les canaux
- Carnet d’adresses
Notifications
Mark all as read- Modifier le mot de passe
- Mon profil
- Se déconnecter
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Usinez plus pour moins cher avec nos promotions! Achetez maintenant
Article(s) ajoutées avec succès au panier
Voir le panier
Voir le panier
Édition de la Solution
Ajout de Solution
Nom de la Solution:{{SolutionName}}- Produits
- /
- GOmill GP • 4CH..DK-DL • 4 Goujures • Métrique
Sending to {{cadTool}} in progress...
Downloaded file will be available after import in the {{cadTool}} tool library.



GOmill GP • 4CH..DK-DL • 4 Goujures • Métrique
GOmill GP • 4CH..DK-DL • Courte • Standard
Features and benefits
- Coupe au centre.
Uses and application
Ramping : Ébauche
Rainurage : Bout plat
Fraisage de côté/avec épaulement : Bout plat
DIN 6527
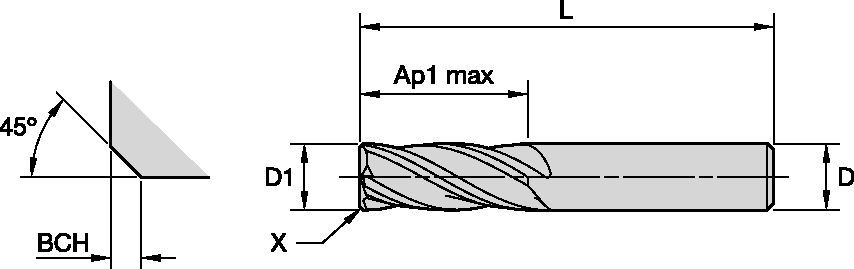
Dimensions de l'outil : Configuration des goujures : 4
Angle d'hélice : 30°
Style de bec : Chanfrein de bec
| Parmak freze toleransları | |||
| D1 | Tolerans e8 | D | Tolerans h6 + / - |
| ≤ 3 | -0,014 / -0,028 | ≤ 3 | +0 / -0,006 |
| -0,020 / -0,038 | +0 / -0,008 | ||
| -0,025 / -0,047 | +0 / -0,009 | ||
| -0,032 / -0,059 | +0 / -0,011 | ||
| -0,040 / -0,073 | +0 / -0,013 | ||
 |  |  | ||||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | ||||||||||||||||||
| A | B | Kesme hızı; | D1 | |||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 2,0 | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,010 | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,009 | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,014 | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,011 | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 1000 | fz | 0,020 | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,016 | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | 750 | fz | 0,018 | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | ||
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
 |  |  | |||||||||||||||||
| Dik kenar frezeleme (A) ve Kanal frezeleme (B) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz = mm/Diş). Kanal frezeleme (B) için fz %20 azaltılır. | |||||||||||||||||
| A | B | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | ap | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 0,5 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |
|  | |||||||||||||||||
| Dik kenar frezeleme (A) | KC633M | Dik kenar frezeleme (A) için diş başına önerilen ilerleme (fz=mm/Diş). | ||||||||||||||||
| A | Kesme hızı; | D1 | ||||||||||||||||
| Malzeme grubu | ap | ae | Min. | Maks. | mm | 3,0 | 4,0 | 5,0 | 6,0 | 8,0 | 10,0 | 12,0 | 14,0 | 16,0 | 18,0 | 20,0 | ||
| P | 0 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 1 | Ap1 maks. | 0,1 x D | 150 | – | 200 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 2 | Ap1 maks. | 0,1 x D | 140 | – | 190 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 | |
| 3 | Ap1 maks. | 0,1 x D | 120 | – | 160 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| 4 | Ap1 maks. | 0,1 x D | 90 | – | 150 | fz | 0,016 | 0,021 | 0,027 | 0,033 | 0,045 | 0,054 | 0,062 | 0,070 | 0,077 | 0,083 | 0,088 | |
| M | 1 | Ap1 maks. | 0,1 x D | 90 | – | 115 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 |
| 2 | Ap1 maks. | 0,1 x D | 60 | – | 80 | fz | 0,014 | 0,019 | 0,024 | 0,029 | 0,040 | 0,048 | 0,056 | 0,063 | 0,070 | 0,076 | 0,081 | |
| K | 1 | Ap1 maks. | 0,1 x D | 120 | – | 150 | fz | 0,021 | 0,028 | 0,036 | 0,044 | 0,060 | 0,072 | 0,083 | 0,092 | 0,101 | 0,108 | 0,114 |
| 2 | Ap1 maks. | 0,1 x D | 110 | – | 140 | fz | 0,017 | 0,023 | 0,030 | 0,036 | 0,050 | 0,061 | 0,070 | 0,079 | 0,087 | 0,095 | 0,101 | |
| N | 1 | Ap1 maks. | 0,1 x D | 250 | – | 1000 | fz | 0,030 | 0,040 | 0,050 | 0,060 | 0,080 | 0,100 | 0,120 | 0,140 | 0,160 | 0,180 | 0,200 |
| 2 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,024 | 0,032 | 0,040 | 0,048 | 0,064 | 0,080 | 0,096 | 0,112 | 0,128 | 0,144 | 0,160 | |
| 4 | Ap1 maks. | 0,1 x D | 250 | – | 750 | fz | 0,027 | 0,036 | 0,045 | 0,054 | 0,072 | 0,090 | 0,108 | 0,126 | 0,144 | 0,162 | 0,180 | |